Composites are traditionally used for their superior mechanical strength in relation to their weight. The improved strength is often due to the ability of the reinforcements in the matrix to absorb energy when loaded. In composite, the effectiveness of the reinforcement is influenced by the efficiency of load transfer from the matrix to the fillers. An advantage of nanofibers is that its large surface area maximizes adhesion or bonding with the matrix. Electrospun nanofibers have been investigated for use as interlayers between composite plies, toughner transfer agent and reinforcement in bulk composite.
Nanofibers as interlayers
The ease of coating a surface with electrospun nanofibers made them a potential material for forming nano-interlayers in laminated composites. Using thin polycarbonate nanofibrous layers between carbon plies in a carbon/epoxy composite, Sihn et al [2008] was able to increase the strength of the composite by 8.4 % by delaying the first-ply-failure and delamination with less than 0.001 mm increase in composite thickness for five nano-interlayers. Magniez et al [2011] reported a gain of 150% fracture toughness in mode I and 30% in mode II when phenoxy nanofibers were used in pre-impregnated carbon fiber material. These gains were attributed to interfacial reactions between phenoxy (nanofiber) and epoxide (in the impregnated carbon fiber). Zhang et al [2010] have shown that a layer of nanofibers is able to improve interlaminar fracture toughness of carbon/epoxy composites with weight loading of the nanofiber at 0.4wt% of composite. Finer diameter fibers (< 500 nm) were better able to improve the flexure strength of the composite compare with larger diameter fibers. Comparing the effect of fiber layer thickness of 40 um, 70 um and 105 um, the smallest thickness has the highest flexural strength and elastic modulus although the thicker layers were better able to arrest crack propagation. A study by Liu et al [2006] using nanofiber layer (of materials nylon 6, Epoxy 609 and thermoplastic polyurethane) from 0.3 mm to 0.8 mm thickness showed similar flexural strength to unreinforced polymer which is consistent with other studies that thinner membrane layer is better for improving flexural strength. In this case, 0.3 mm layer is probably too thick for flexural strength improvement. Mechanical properties such as impact resistance and tolerance on nanofiber interleaved laminate has shown modest increment in the threshold impact force and compression strength by about 12% and 10% respectively [Akangah et al 2013].
Keeping in view that thin, low volume coating of small diameter fibers is better as interlayers in fiber composites, Molnar et al (2014) tested the effect of polyacrylonitrile nanofibrous interlayers on properties of unidirectional and woven carbon fabric-reinforced epoxy composite. The amount of nanofibers (average diameter of 195 nm) used in composite was very low with thickness of 27 µm and surface density of 1 g/m2 which amounts to just 0.1% and 0.2% volume of unidirectional and woven carbon fabric-reinforced epoxy composite respectively. Improvement in shear and flexural propertyies of unidirectional carbon fabric-reinforced epoxy composite were greater than woven carbon fabric-reinforced epoxy composite with 54% improvement in flexural modulus of unidirectional carbon fabric-reinforced epoxy composite. However, in terms of impact properties, improvement on woven carbon fabric-reinforced epoxy composite was greater with 300% increase in initiation energy registered for it while an improvement of 47% was obtained for unidirectional carbon fabric-reinforced epoxy composite. Consistent with the reports and recommendations from other studies, the results from Molnar et al (2014) showed that thin, low volume coating of small diameter fibers were able to yield good mechanical performance of the composite.
Although most electrospun nanofiber interlayers are made out of organic material, inorganic materials have also been tested for the same application.
Electrospinning has been used for the preparation of inorganic nanofibers through spinning of its precursor material followed by heat treatment. Kelkar et al (2008) tested the mechanical performance of fiber Glass-Epon composite laminates with Tetra Ethyl Orthosilicate (TEOS) nanofibers as interlayers. TEOS Sol-Gel was electrospun onto a E-Glass woven sheets followed by curing at temperaures of 300 °C and 900 °C to convert TEOS Sol-Gel nanofiber to TEOS nanofibers. This was subsequently impregnated with epoxy resin to form hybrid composite laminates. Short beam shear tests showed an improvement of 20% strength for composites with TEOS interlaminar electrospun nanofibers cured at 900 °C (7.01E+03 psi) compared to the control (5.51E+03 psi). It is therefore possible to use inorganic nanofibers as interlayers when the supporting substrate is able to withstand the high sintering temperature to convert the electrospun precursor nanofibers to inorganic nanofibers.
Instead of spinning TEOS precursor material directly on glass woven sheets, Shinde and Kelkar (2014) used chopped electrospun TEOS fibers for mixing with epoxy resin and infused in 4 plies of S-2 glass plain weave fiber glass. Using different ratios of sintered TEOS nanofibers in the epoxy/glass fiber composite, a 0.6 wt% of sintered nanofibers ratio gave the highest enhancement in interlaminar shear strength at 15.41% over epoxy glass fiber composite. When the sintered nanofibers ratio was increased to 0.8%, shear strength dropped to -2.65%. Stronger bonding at the interface and stronger mechanical interlocking due to the presence of the nanofibers contribute to the increased interlaminar shear strength. However, beyond the optimum amount, the nanofibers start to agglomerate and this leads to less impregnation of the glass fibers and subsequently strength reduction.
Table 1. Fracture toughness of composite with nanofiber interlayer based on optimized fiber characteristics (Fracture Toughness mode I).
| Nanofiber Interlayer
|
Prepreg
|
Fracture toughness (Nanofiber interlayer)
|
Fracture toughness (without nanofiber interlayer)
|
Reference
|
Polyetherketone cardo
Diameter: 950 nm
Nonwoven
0.65 wt% of composite
Interlayer thickness: 105 um
|
Carbon/epoxy composite laminates
|
GIC (Initiation): 0.236 kJ/m2
GIC (Propagation): 0.376 kJ/m2
|
GIC (Initiation): 0.151 kJ/m2
GIC (Propagation): 0.207 kJ/m2
|
Zhang et al 2010
|
Phenoxy
Diameter: 909 nm
Nonwoven
2 wt% of composite
|
Toray G83C
|
GIC (Initiation): 0.2143 kJ/m2
GIC (Propagation): 2.18 kJ/m2
GIC (Max): 2.31 kJ/m2
|
GIC (Initiation): 0.1085 kJ/m2
GIC (Propagation): 1.00 kJ/m2
GIC (Max): 1.12 kJ/m2
|
Magniez et al 2011
|
Nanofiber as toughner transfer agent
Polysulfone (PSF) is sometimes introduced to epoxy matrix to toughen the carbon fiber/epoxy composite. This is often done by blending polysulfone (PSF) in the matrix or as a thin film layer between the prepreg layers. Li et al showed that the composite prepared from depositing 3 wt% PSF nanofibers on the prepreg demonstrated Mode I interlaminar fracture toughness that was 150% higher than those of the same content film toughened composite [Li et al 2008]. This was attributed to the line distribution of spheres from the dissolved PSF nanofibers as compared to the uniform distribution of the spheres from PSF films. It was hypothesized that crack propagation in the line distributed spheres will be deflected like wave-shape which absorbs more energy [Li et al 2008].
Nanofiber as reinforcement
As fillers, nanofiber is able to take advantage of its large surface area to maximize contact with the matrix. However, since electrospun nanofibers typically comes in the form of nonwoven membrane, it is important to consider the wetting and penetration of the matrix into the mesh of nanofibers. Electrospun nanofibers have been tested as fillers in the form of milled short strand fibers [Tian et al 2007], nonwoven membrane [Dodiuk-Kenig et al 2008] and aligned nanofiber membrane [Chen et al 2011].
Electrospun nanofiber has been tested as reinforcement fillers in dental composites by treating with bonding agent and milling into short strand fibers. Using nylon 6 nanofibers (diameter about 250 nm) with fibrillar silicate crystals as fillers, Tian et al [2007] was able to improve the flexural strength of Bis-GMA/TEGDMA dental composites by 23%, Young's modulus by 25% and work-of-fracture by 98% by adding only 2% of the filler into the matrix. Their study also revealed that higher percentage of fillers will led to a reduction in the mechanical property. This may be due to the weaker strength of the nylon composite fiber which leads to overall deterioration of the mechanical property when it is present in excessive amount. In a study by Dodiuk-Kenig et al [2008] using polyvinyl alcohol, nylon 6 and poly(L-lactide) electrospun fibers in bisphenyl glycidylmethacrylate (Bis-GMA) and triethylenglycoldimethacrylate (TEGDMA) acrylate resin system modified by the addition of 0.3 wt.% of hyperbranch polyesteramide into the acrylate matrix polymer revealed no improvement in the tensile strength, flexural strength, linear shrinkage and compressive strength except for the compressive strength when 0.05 wt% of polyvinyl alcohol nanofiber (diameter 250 nm) was added. It is important to note that in the study by Tian et al [2007], the fibers were milled to give short strand nanofibers while Dodiuk-Kenig et al [2008] seem to use the membrane without reducing the fibers to shorter strands. Another way of producing short strand electrospun nanofibers was by chemical means. Heo et al (2017) used aminolysis on electrospun poly(lactic acid) (PLA) followed by ultra-sonication to break up the nanofibers into nanorods. The resultant nanorods were used for the reinforcement of aragose hydrogel. With 10 wt% of PLA added, the ultimate tensile strength of the composite (5.9 MPa) more than doubles that of pure aragose gel (2.9 MPa).
As a reinforcement filler, the electrospun fibers need to exhibit good strength and modulus. Karatepe et al (2020) seek to improve the mechanical properties of electrospun poly(methylmethacrylate) (PMMA) fibers for potential incorporation into PMMA based denture resin materials. To add antibacterial functionality into the electrospun fiber, poly(ethyleneimine) (PEI), a hyperbranched cationic polymer was added to the solution to be electrospun. Silk fibroin (SF) was also added to PMMA solution to improve the mechanical strength of electrospun PMMA fibers. Tensile strength of electrospun PMMA/SF mat was weaker than electrospun PMMA only mat while PMMA/PEI mat was found to be stronger. Elastic modulus did not change significantly when either SF or PEI was added to PMMA. Interestingly, the elastic modulus of electrospun PMMA/SF/PEI mat showed a 52% increase in elastic modulus and a two fold increase in tensile strength over PMMA only mat. This has been attributed to the formation of free COOH groups and CN bonds suggesting presence of newly formed bonds. The composite mat was also found to inhibit P. aeruginosa, a rod-shaped gram-negative pathogenic bacterium, which is an oral pathogen.
When the fiber membrane is used as it is, uniform dispersion and adequate wetting of the fibers is difficult to achieve and may account for the general poor performance. To use the fiber membranes as reinforcement, Chen et al [2008] construct the composite with the nonwoven membrane laminated into the matrix. Further, they used core-shell nanofibers with the polyacrylonitrile as the core to provide the mechanical strength and poly(methyl methacrylate) as the shell for good adhesion with the dental resin. With this, they were able to increase the flexural strength, flexural modulus and work of fracture over neat resin by 18.7%, 14.1% and 64.8% respectively with 7.5 wt% loading.
For a brittle material, the addition of filler fibers will help to improve the strength of the material. Key considerations of the filler fibers would be its mechanical properties and interfacial adhesion with the matrix material. Xuan et al (2021) showed that when electrospun poly (L-polylactic acid) (PLLA) fibers were embedded within a poly(methyl methacrylate) (PMMA) matrix, the overall mechanical properties of the composite is significantly better than PMMA. Surface pores may also be introduced to the electrospun fibers by selection of proper solvent and electrospinning under higher humidity to induce phase separation on the electrospun fibers. Porous electrospun fibers were found to exhibit better interfacial adhesion with the PMMA matrix material. Examination of the fractured composite showed that with smooth surface PLLA filler fibers, there is a gap between the fiber and the matrix and holes in the matrix where PLLA fibers had been pulled out. With porous PLLA fibers as fillers, there were less fibers pulled out which demonstrated better interfacial compatibility between the PLLA fibers and the PMMA matrix. However, despite better interfacial compatibility, the mechanical properties of the composite made of smooth fiber fillers are better than the porous fiber fillers due to the reduced strength of porous fibers.
The use of electrospun fibers as reinforcing fillers has also been shown to benefit flexible epoxy. Gavande et al (2023) tested the mechanical reinforcement of two different types of epoxy by electrospun nylon 6 nanofibers. With the flexible epoxy resin (JR), the addition of nylon 6 nanofibers increases its strength by 5.7 times and the Young's modulus by 1700%. Such improvement has been attributed to the wettability of the fibers by the matrix as the epoxy resin penetrated into the pores of the electrospun mat and this increases the interfacial bonding between fibers and matrix. The fibers help to distribute load more evenly across the composite and this prevents the formation of stress concentration points which reduces the risk of crack initiation and propagation. With nylon 6/JR showed an increase of toughness modulus by 5 times that of JR epoxy.
Between using ordered and randomly ordered electrospun fibers as fiber reinforcement, it can be expected that a more orderly arranged fibers will give better reinforcement. Sahay et al (2020) was able to construct highly aligned polyacrylonitrile (PAN) fibers using parallel electrode electrospinning and transferring them onto polyvinyl alcohol (PVA) solution. Layers of aligned fibers were added sequentially onto the PVA solution with a 45° turn after each layer was added. A total of 13 layers of aligned fibers were added to the PVA solution before it is left to dry and a PVA composite film was obtained. Randomly oriented electrospun PAN fibers were also used to reinforce PVA film. Mechanical tests showed that the aligned fibers reinforced PVA composite film has higher better specific tensile strength and higher resistance to impact compared to the neat PVA thin films and randomly fiber oriented PVA composite films.Such superior performance of PVA fiber reinforced film may be attributed to efficient dissipation of energy as well as load transfer.
Development in melt electrospinning has shown that ordered placement of the fibers is possible. Using melt electrospinning may give electrospun fibers an alternative mechanical enhancement property as reinforcement agents. Agarwal et al (2020) investigated the use of melt electrospun polycaprolactone (PCL) in a polyvinyl alcohol (PVA) matrix. They were able to create an ordered cross-ply structure made of melt electrospun fiber with diameter 30 µm which is then embedded in a PVA matrix. Unlike solution electrospun nonwoven sheets, this melt electrospun cross-ply structure is fused at the fibers cross over point. This gives it better structural rigidity to reinforce the softer matrix. PVA/PCL composite with the melt electrospun PCL structure showed four and five times greater specific toughness and specific strength respectively compared to pure PVA.
In composite film and composite ropes, electrospun reinforcement has been shown to significantly improve the mechanical properties over their corresponding neat material. Using aligned polyimide nanofiber membrane as reinforcement in polyimide film, Chen et al [2011] was able to achieve tensile strength of 174 MPa compared with 88 MPa for unreinforced polyimide film. With 2 wt% loading of carbon nanotube into the polyimide nanofiber, the resultant reinforced polyimide film had a tensile strength of 210 MPa. Electrospun membrane used as reinforcement in thin film with low viscosity uncured matrix is able to attain good wetting and give rise to much improved strengthening effect. Pinho et al [2009] used a micro-extruder to load chitosan nanofiber mesh into poly(butylene succinate)(PBS)/chitosan particles feed to extrude microfibre composed of a particulate composite chitosan/PBS reinforced with 0.05 wt.% chitosan nanofiber meshes. The tensile modulus and tensile strength of the nanofiber reinforced particulate microfiber showed an increment of 70% and 11% respectively over particulate microfiber.
Inorganic nanofibers are commonly derived from the electrospinning process through the electrospinning of precursor materials and sintering. The resultant inorganic nanofibers may be used as reinforcement fillers in a matrix material. Although more frequently used in polymer matrix, it may also be used in metal matrix. Khalil et al (2016) used titanium carbide nanofibers as reinforcement for aluminium compacts. The titanium carbide (TiC) nanofibers were prepared by electrospinning a mixture of titanium precursor and polyacrylonitirle solution. Calcination was carried out to obtain the titanium carbide (TiC) nanofibers and these are mixed with aluminium powder. During the mixing process, TiC nanofibers were broken into small short strand fibers. High frequency induction heat sintering was used to consolidate and compact the mixture to produce the composite. The ultimate compressive strength and yield strength was increased from about 350 MPa and 250 MPa respectively for unreinforced aluminium to 415 MPa and 350 MPa respectively with 5 wt% TiC loaded into Al. It is important to appreciate the importance of interfacial bonding between the reinforcement fillers and matrix materials even for inorganic composites. Abdo et al (2019) examined the mechanical properties enhancement of magnesium matrix reinforced with electrospun carbon or titanium oxide (TiO2) nanofibers. The inorganic composite is formed by mixing the formed electrospun carbon or TiO2 nanofibers into magnesium powder followed by sintering and compaction to fuse the metal powder. Compressive tests showed that optimum addition of TiO2 nanofibers into the matrix improves the hardness (up to 64%) and ultimate compressive strengths (up to 12%). However, the use of carbon nanofibers (CNFs) in Mg matrix slightly reduces its mechanical properties. Such contrasting results may be due to better interfacial bonding between TiO2 nanofibers and magnesium while the decrease in strength when CNFs is added is due to poor interfacial bonding.
Table 2. Flexural property of composite with nanofiber interlayer based on optimized fiber characteristics.
| Nanofiber
|
Resin
|
Flexural property (Nanofiber)
|
Flexural property (without nanofiber)
|
Reference
|
Nylon 6
Short strand fibers
2 wt% of composite
|
Bis-GMA/TEGDMA (50/50 mass ratio) dental resin
|
Flexural strength: 106 MPa
Elastic Modulus: 2.4 GPa
|
Flexural strength: 95 MPa
Elastic Modulus: 2 GPa
|
Tian et al 2007
|
Nylon 6/fibrillar silicate
Short strand fibers
2 wt% of composite
|
Bis-GMA/TEGDMA (50/50 mass ratio) dental resin
|
Flexural strength: 117 MPa
Elastic Modulus: 2.5 GPa
|
Flexural strength: 95 MPa
Elastic Modulus: 2 GPa
|
Tian et al 2007
|
Polyacrylonitrile core and poly(methyl methacrylate)(PMMA) shell
Core-shell fibers
7.5 wt% of composite
|
2,2-bis-[4-(methacryloxypropoxy)
-phenyl]-propane (Bis-GMA)
|
Flexural strength: 110 MPa
Elastic Modulus: 1.8 GPa
|
Flexural strength: 92 MPa
Elastic Modulus: 1.6 GPa
|
Lin et al 2008
|
Nanofiber composite
To utilize the electrospun nanofiber, modification to its mechanical properties may be required to meet its application needs such as reinforcement for bulk composites [Tian et al 2007]. Similar to bulk composites, one way is to create a nanofiber composite by adding a secondary material to it. The addition of the reinforcement material may be by blending or through core-shell electrospinning [Miao et al 2012]. Some potential reinforcement fillers include silicates, carbon nanotubes, clay [Ramakrishna et al 2006] and peptides [Rubin et al 2013].
Carbon nanotube is one of the most widely investigated fillers to be used with electrospun nanofibers to achieve better mechanical property. Both multi-walled and single-walled carbon nanotubes have been widely tested across a range of polymers. The most common method of introducing the carbon nanotubes is by blending into the polymer solution followed by electrospinning. Generally, good distribution of the carbon nanotubes in the nanofibers was reported and sonication was often used to disperse the carbon nanotubes in the solution prior to spinning. Most, if not all, reported nonwoven nanofibers membrane with carbon nanotubes blended result in higher tensile strength compared with non-reinforced membrane. Carbon nanotubes may be functionalized to ensure better dispersion or adhesion to the nanofiber matrix [Blond et al 2008]. In a core-shell setup, using multi-walled carbon nanotubes in the core and poly(vinyl pyrrolidone) as the shell, the tensile strength of the nonwoven composite membrane was found to be lower than neat fiber polymer membrane [Miao et al 2012].
Table 3. Mechanical property of reinforced nanofiber nonwoven membrane.
| Polymer
|
Filler
|
Diameter
|
Mechanical Property
|
Reference
|
| Polyacrylonitrile, Mw 100,000 g/mol
|
None
|
210 nm
|
Ultimate tensile strength: 1.9 MPa;
Tensile strain: 33%
|
Yousefzadeh et al 2010
|
| Polyacrylonitrile, Mw 100,000 g/mol
|
Multi-walled carbon nanotube, 1 wt%.
|
520 nm
|
Ultimate tensile strength: 3.1 MPa;
Tensile strain: 68%
|
Yousefzadeh et al 2010
|
| Nylon-6
|
None
|
100 to 400 nm
|
Ultimate tensile strength: 207 kgf cm/g
|
Saeed et al 2008
|
| Nylon-6
|
Multi-walled carbon Nanotube, 1 wt%
|
100 to 400 nm
|
Ultimate tensile strength: 359 kgf cm/g
|
Saeed et al 2008
|
| Nylon-6 grafted with multi-walled nanotube
|
Multi-walled carbon Nanotube, functionalized with amine groups, 1 wt%
|
100 to 400 nm
|
Ultimate tensile strength: 389 kgf cm/g
|
Saeed et al 2008
|
| Polyvinyl alcohol
|
None
|
684 nm
|
Ultimate tensile strength: 3.11 MPa;
Tensile strain: 142%
|
Naebe et al 2007
|
| Polyvinyl alcohol
|
Multi-walled carbon nanotube, 4.5 wt%
|
295 nm
|
Ultimate tensile strength: 4.24 MPa;
Tensile strain: 143%
|
Naebe et al 2007
|
| Polyvinyl alcohol, MW 30 000-70 000 g mol-1
|
poly(m-aminobenzenesulfonic acid)-functionalized Single-walled carbon nanotube, 0.43 vol%
|
150 nm
|
Ultimate tensile strength: 10 MPa
|
Blond et al 2008
|
| Silk fibroin
|
None
|
290 nm
|
Ultimate tensile strength: 6.7 MPa
|
Kang et al 2009
|
| Silk fibroin
|
Multi-walled carbon nanotube, 0.2 wt%
|
420 nm
|
Ultimate tensile strength: 10 MPa
|
Kang et al 2009
|
In electrospinning, rapid vaporization of the solvents may reduce the tendency for phase separation between two blended partial miscible polymers. Maccaferri et al (2019) constructed an electrospun rubbery nanofibers through a blend of nitrile butadiene rubber (NBR) and polycaprolactone (PCL) which are partially miscible together. NBR and PCL are able to dissolved in CHCl3/DMF (1:1 wt) solvent mixture to give a clear solution. Solvent casting of NBR/PCL solution gave an opaque film with white spots on the surface which increases with increasing PCL content. Pure solvent casted NBR gave a clear film. Calculating the thermodynamic solubility parameter between the two polymers showed partial miscibility. Analysis of Tg of solvent cast and spin coated NBR/PCL showed characteristics of an immiscible mixture. With electrospun NBR/PCL nanofibers, the membrane showed a single, low-temperature Tg and a high PCL-like crystal phase content due to the presence of NBR. The even distribution of NBR promoted homogeneous crystallization of PCL along the length of the nanofibers giving it the stability for maintaining fibrous morphology without the need for cross-linking.
Nanofiber composite membrane
Electrospun fibrous membranes generally have a weaker mechanical strength compared to film form of the same material. Movement of individual fibers within the membrane when a tensile force is applied means that there is low collective strength. One method of enhancing the overall strength of the membrane is to introduce a second material with higher strength. Nabzdyk et al (2015) showed that the mechanical strength of fiber mixture is superior to blended fibers based on nondegradable poly(ethylene terephthalate) (PET) and biodegradable poly(glycolic acid) (PGA ) nanofibers. For a mechanically strong material, its strength derives from its crystallinity or strong intermolecular bonds. In a blended system, such molecular arrangement and bonds are disrupted. This will significantly reduce the strength of the polymer compared to its homogeneous form.
Weak mechanical strength of electrospun fibrous membrane is due to sliding of fibers when tension is applied to it. If the fibers are bonded to restrict their movements, improvement in the strength of the membrane can be expected. Chemical cross-linking and heat compression has been used to bond the fibers within the membrane but the former may contain harmful cross linking agent residue while the latter compresses the membrane resulting in reduction of porosity. A bonding agent may be used to arrest fiber movement and maintain membrane porosity. Guo et al (2021) used simultaneous electrospinning of polyethylene terephthalate (PET) and thermoplastic polyurethane (TPU) with the latter as the binding agent. Temperature of the TPU solution was kept high at 105 °C so that beaded fibers are produced. The beaded fibers help to form bonding points and increase the spacing between nanofibers. The tensile strength of PET/TPU nanofiber membrane was 4.33 MPa which is almost twice that of pure PET membrane with tensile strength of 2.33 MPa.
Surface Defect Reduction Coating
In the fabrication of ceramic glaze, presence of surface cavities created by bursting bubbles that floated to the surface of the porcelain body during firing are points of crack initiation. Carneiro et al (2015) form alumina nanofibers on the surface of the porcelain body and this has shown to increase the maximum flexural strength by 10%. This has been attributed to the nanofibers trapping the bubbles below the surface of the glaze. Thus with less surface defects, the strength of the porcelain is increased. The alumina nanofibers were incorporated by direct electrospin deposition of alumina precursor material onto a suspension of glaze. The nanofibers coated glaze was subjected to a round of firing to construct the composite structure.
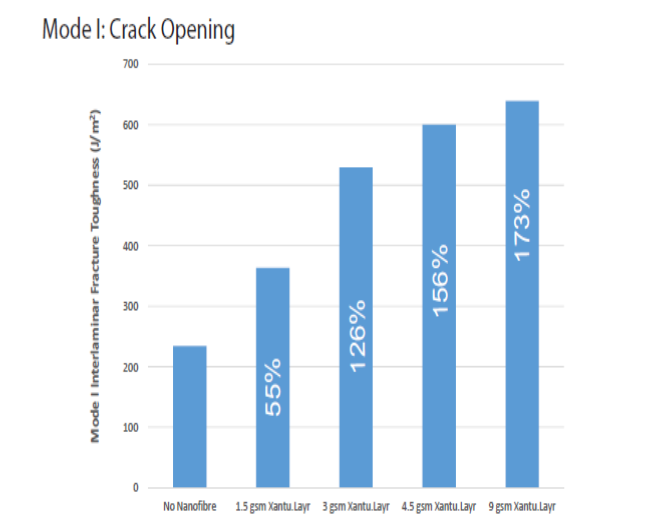
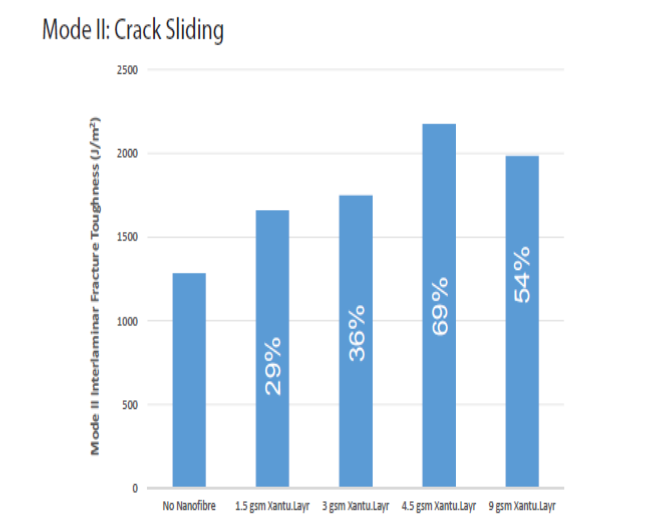
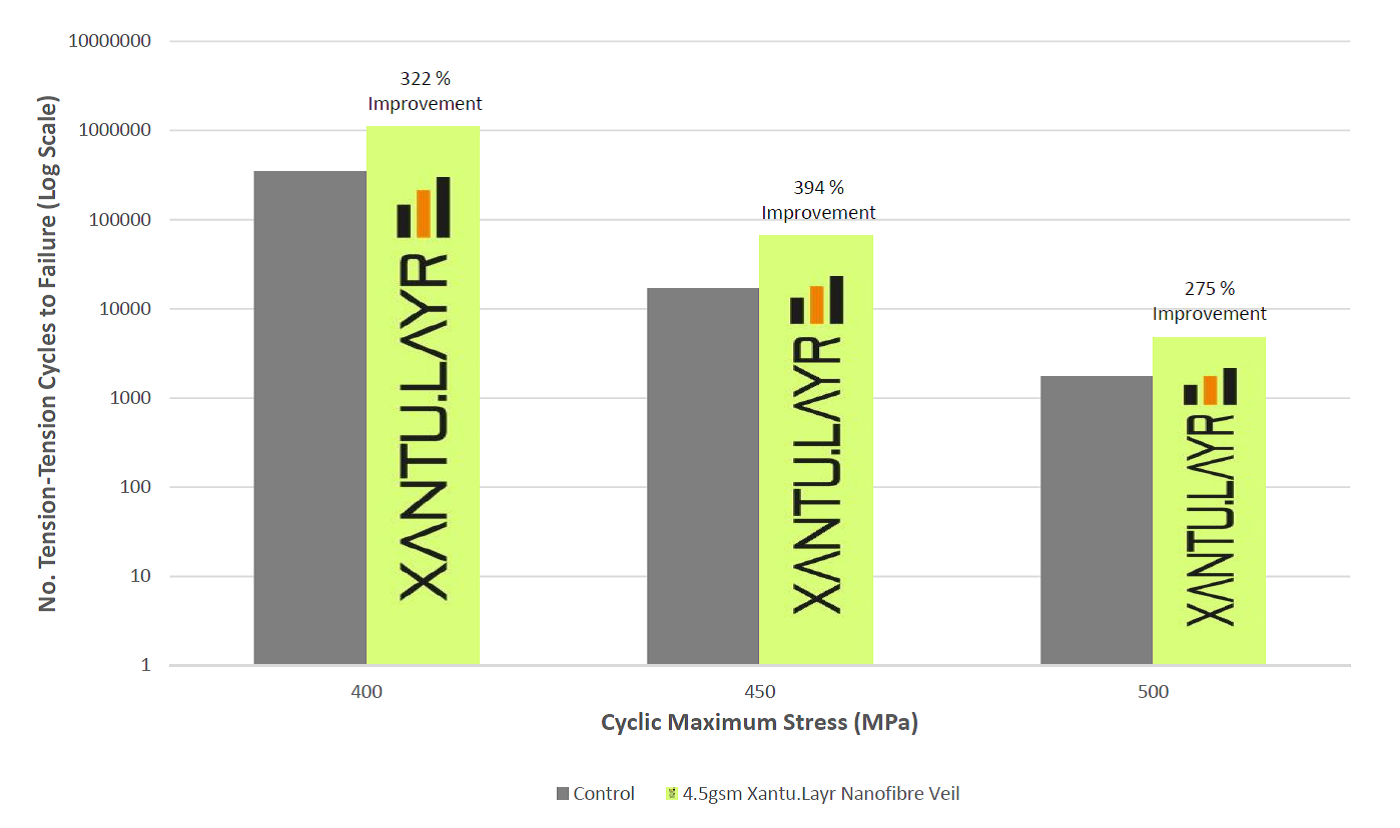
Commercial Application
Excellent improvement in the mechanical properties of laminated composites has spurred the development of Xantu.LayrTM by Revolutionfibres. Xantu.LayrTM, developed and sold by Revolutionfibres, is designed to improve delamination strength and impact resistance of laminates composite. This nanofibrous layer has been successfully used in the construction of award winning Wilson's Venom X fishing rod in 2014[ See link]. Revolutionfibres have also achieved AS9100c certification which allows their nanofibers layer to be used in the aerospace industry.
Published date: 22 November 2013
Last updated: 02 July 2024
▼ Reference
-
Abdo H S, Khalil K A, El-Rayes M M, Marzouk W W, Hashem A F M, Abdel-Jaber G T. Ceramic nanofibers versus carbon nanofibers as a reinforcement for magnesium metal matrix to improve the mechanical properties. Journal of King Saud University - Engineering Sciences 2019 Article in press
Open Access
-
Akangah P, Shivakumar K. Assessment of Impact Damage Resistance and Tolerance of Polymer Nanofiber Interleaved Composite Laminates. Journal of Chemical Science and Technology 2013; 2: 39.
Open Access
-
Agarwal K, Sahay R, Baji A. Tensile Properties of Composite Reinforced with Three-Dimensional Printed Fibers. Polymers 2020, 12(5), 1089.
Open Access
-
Blond D, Walshe W, Young K, Blighe F M, Khan U, Almecija D, Carpenter L, McCauley K, Blau W J, Coleman J N. Strong, Tough, Electrospun Polymer-Nanotube Composite Membranes with Extremely Low Density. Adv. Funct. Mater. 2008; 18: 2618.
-
Carneiro E, Sa P, Almeida B, Pinto C A, Mendoca J P, Carvalho S. Effect of Electrospun Alumina Nanofibers Incorporation in Ceramic Glaze. Journal of Ceramic Science and Technology 2015; 6: 69.
Open Access
-
Chen D, Wang R, Tjiu W W, Liu T. High performance polyimide composite films prepared by homogeneity reinforcement of electrospun nanofibers. Composite Science and Technology 2011; 71: 1556.
-
Dodiuk-KenigH, Lizenboim K, Roth S, Zalsman B, McHale W A, Jaffe M, Griswold K. Performance Enhancement of Dental Composites Using Electrospun Nanofibers. Journal of Nanomaterials 2008; 840254.
Open Access
-
Gavande V, Nagappan S, Seo B, Cho Y S, Lee W K. Transparent nylon 6 nanofibers-reinforced epoxy matrix composites with superior mechanical and thermal properties. Polymer Testng 2023; 122: 108002.
Open Access
-
Guo Y, Guo Y, He W, Zhao Y, Shen R, Liu J, Wang J. PET/TPU nanofiber composite filters with high interfacial adhesion strength based on one-step co-electrospinning. Powder Technology 2021; 387: 136.
Open Access
-
Heo M, Lee S J, Donghyun Lee D, Heo D N, Lee J S, Yun Hee Youn Y H, Lee S E, Ko N R, Kim B S, Lim H N, Kwon I K. Preparation of Mechanically Enhanced Hydrogel Scaffolds by Incorporating Interfacial Polymer Nanorods for Nerve Electrode Application. Fibers and Polymers 2017; 18: 2248.
-
Kang M, Chen P, Jin H J. Preparation of multiwalled carbon nanotubes incorporated silk fibroin nanofibers by electrospinning. Current Applied Physics 2009; 9: 595.
-
Karatepe U Y, Ozdemir T. Improving mechanical and antibacterial properties of PMMA via polyblend electrospinning with silk fibroin and polyethyleneimine towards dental applications. Bioactive Materials 2020; 5: 510.
Open Access
-
Kelkar A D, Mohan R, Bolick R, Shendokar S. Effect of Electrospun Fibers on the Interlaminar Properties of Woven Composites. Advanced Materials Research 2008; 47: 1031.
-
Khalil K A, Sherif E S M, Nabawy A M, Abdo H S, Marzouk W W, Alharbi H F. Titanium Carbide Nanofibers-Reinforced Aluminum Compacts, a New Strategy to Enhance Mechanical Properties. Materials 2016; 9: 399.
Open Access
-
Li G, Li P, Zhang C, Yu Y, Liu H, Zhang S, Jia X, Yang X, Xue Z, Ryu S. Inhomogeneous toughening of carbon fiber/epoxy composite using electrospun polysulfone nanofibrous membranes by in situ phase separation. Composites Science and Technology 2008; 68: 987.
-
Lin S, Cai Q, Ji J, Sui G, Yu Y, Yang X, Ma Q, Wei Y, Deng X. Electrospun nanofiber reinforced and toughened composites through in situ nano-interface formation. Composite Science and Technology 2008; 68: 3322.
-
Liu L, Huang Z M, He C L, Han X J. Mechanical performance of laminated composites incorporated with nanofibrous membranes. Materials Science and Engineering 2006; 435-436: 309.
-
Maccaferri E, Mazzocchetti L, Benelli T, Brugo T M, Zucchelli A, Giorgini L. Rubbery nanofibers by co-electrospinning of almost immiscible NBR and PCL blends. Materials & Design 2019; 108210.
Open Access
-
Magniez K, Chaffraix T, Fox B. Toughening of a Carbon-Fibre Composite Using Electrospun Poly(Hydroxyether of Bisphenol A) Nanofibrous Membranes Through Inverse Phase Separation and Inter-Domain Etherification. Materials 2011; 4: 1967.
Open Access
-
Miao J, Miyauchi M, Dordick J S, Linhardt R J. Preparation and Characterization of Electrospun Core Sheath Nanofibers from Multi-Walled Carbon Nanotubes and Poly(vinyl pyrrolidone). Journal of Nanoscience and Nanotechnology 2012; 12: 2387.
-
Molnar K, Kostakova E, Meszaros L. The effect of needleless electrospun nanofibrous interleaves on mechanical properties of carbon fabrics/epoxy laminates. eXPRESS Polymer Letters 2014; 8: 62.
Open Access
-
Nabzdyk C S, Chun M, Pathan S G, Nelson D W, You I O, Planneuf M D, LoGerfo F W, Pradhan-Nabzdyk L. Development of a Composite Electrospun Polyethylene Terephthalate-Polyglycolic Acid Material: Potential Use as a Drug-Eluting Vascular Graft. Journal of Nanomaterials 2015, Article ID 340981, 7 pages, 2015. doi:10.1155/2015/340981.
-
Naebe M, Lin T, Tian W, Dai L, Wang X. Effects of MWNT nanofillers on structures and properties of PVA electrospun nanofibres. Nanotechnology 2007; 18: 225605.
-
Pinho E D, Martins A, Araujo J V, Reis R L, Neves N M. Degradable particulate composite reinforced with nanofibres for biomedical applications. Acta Biomaterialia 2009; 5: 1104.
-
Ramakrishna S, Lim T C, Inai R, Fujihara K. Modified Halpin-Tsai Equation for Clay-Reinforced Polymer Nanofiber. Mechanic of Advanced Materials and Structures 2006; 13: 77.
-
Rubin D J, Nia H T, Desire T, Nguyen P Q, Gevelber M, Ortiz C, Joshi N S. Mechanical Reinforcement of Polymeric Fibers through Peptide Nanotube Incorporation. Biomacromolecules 2013; 14: 3370.
-
Saeed K, Park S Y, Haider S, Baek J B. In situ Polymerization of Multi-Walled Carbon Nanotube/Nylon-6 Nanocomposites and Their Electrospun Nanofibers. Nanoscale Research Letters 2008; 4: 39.
Open Access
-
Sahay R, Agarwal K, Subramani A, Raghavan N, Budiman A S, Baji A. Helicoidally Arranged Polyacrylonitrile Fiber-Reinforced Strong and Impact-Resistant Thin Polyvinyl Alcohol Film Enabled by Electrospinning-Based Additive Manufacturing. Polymers 2020; 12(10): 2376
Open Access
-
Shinde D K, Kelkar A D. Effect of TEOS Electrospun Nanofiber Modified Resin on Interlaminar Shear Strength of Glass Fiber/Epoxy Composite. World Academy of Science, Engineering and Technology, International Journal of Chemical, Nuclear, Materials and Metallurgical Engineering 2014; 8: 54.
Open Access
-
Sihn S, Kim R Y, Huh W, Lee K H, Roy A K. Improvement of damage resistance in laminated composites with electrospun nano-interlayers. Composite Science and Technology 2008; 68: 673.
-
Tian M, Gao Y, Liu Y, Liao Y, Xu R, Hedin N E, Fong H. Bis-GMA/TEGDMA dental composites reinforced with electrospun nylon 6 nanocomposite nanofibers containing highly aligned fibrillar silicate single crystals. Polymer 2007; 2720.
-
Xuan H, Wei S, Xiong F, Zhang Z, Xue Y, Sun M, Li B, Yuan H. Design of porous and fish scale-like nanofibers for the reinforcement of transparent composites. Materials & Design 2021; 212: 110284.
Open Access
-
Yousefzadeh M, Amani-Tehran M, Latifi M, Ramakrishnan S. Morphology and Mechanical Properties of Polyacrylonitrile/Multi-Walled Carbon Nanotube (PAN/MWNTs) Nanocomposite Electrospun Nanofibers. Archives of SID, Transaction F: Nanotechnology 2010; 17: 60.
Open Access
-
Zhang J, Lin T, Wang X. Electrospun nanofibre toughened carbon/epoxy composites: Effects of polyetherketone cardo (PEK-C) nanofibre diameter and interlayer thickness. Composites Science and Technology 2010; 70: 1660.
▲ Close list