In the earlier half of the 1900s, inventors have explored the potential of using electrospinning for spinning yarns [Formhals et al 1934, Formhals et al 1944]. However, it is unlikely that yarn production using electrospinning was able to compete with other yarn spinning technology. Early inventors would probably have not known that the fibers produced by electrospinning were in the sub-micron to nanometer scale. Today, researchers and inventors are looking at ways to incorporate greater functionality to the fabric. Electrospinning may provide a way to enable greater functionality while improving the performance of the fabric.
Electrospun fibers for use in the construction of fabrics may take two forms, yarn or nonwoven membrane. Although Formhals (1934) described several processes using electrospinning in the fabrication of yarn, it is unknown whether those techniques were able to spin continuous yarn. It is only until the mid-2000s credible electrospinning techniques have been reported and demonstrated in scientific journals [Smit et al 2005]. More electrospinning yarn techniques have been reported using different concepts such as deposition on water, on solid surface and spontaneous self-bundling of electrospun fibers. Despite the development of yarn spinning techniques based on electrospinning, it is unlikely that the production speed of yarn from electrospinning will catch up with current yarn spinning technology. Electrospinning holds the advantage that its yarn is made out of nanofiber strands while most current yarns are made out of microfibers. However, practical advantages of having yarn made out of nanofibers instead of microfibers have yet to be fully investigated.
A simpler method of incorporating nanofibers into fabrics is by electrospinning fibers onto a substrate to form a composite fabric. Many waterproof and breathable fabrics are already made out of different layers. Utilizing electrospun fibers is just a simple matter of replacing the current functional layer in the composite fabric with electrospun fibers. There are numerous studies of functionalizing electrospun fibers with anti-bacterial properties [Kampeerapappun 2012] and detoxification capability [Schreuder-Gibson et al 2001]. A study by Faccini et al (2012) has shown that an electrospun polyamide 6 coating on nonwoven viscose substrate is able to offer protection against nanoparticles as small as 20 nm. Given that the fibers are very fine and the layers can be made very thin, it is possible to incorporate multiple functionalities while keeping the overall functional layer thin. Electrospun layer has also been investigated as an alternative to Gore-tex to form a water-proof and breathable membrane [Hong et al 2015]. For application as moisture-wicking clothing, electrospun fiber membranes have been constructed to exhibit good directional water transport properties.
Mei et al (2024) constructed a Janus nanofibers membrane for directional sweat transport across the membrane using electrospinning. The Janus nanofibers membrane was made of an electrospun hydrophobic polyurethane layer and an electrospun hydrophilic polyacrylonitrile/silica layer. The movement of water droplets on the hydrophobic surface is affected by an upward hydrophobic force (HF) and a downward hydrostatic pressure (HP). When the HP is larger than the HF, the water droplets will penetrate the hydrophobic layer and into the hydrophilic layer giving the Janus membrane a directional water transport property. When the hydrophobic surface is in contact with the skin, this directional water transport property would bring the sweat away from the skin hence keeping the skin dry without any residual sweat. In contrast, when the hydrophilic surface is in contact with the skin, the sweat remains at the interface between the membrane and the skin.
Zhang et al (2020) created a bi-layer electrospun fibrous membrane with a thin inner layer of hydrophobic thermoplastic polyurethane (TPU) and a thick outer layer of super hydrophilic polyacrylonitrile (PAN).The polyacrylonitrile (PAN) layer was coated dopamine (PDA) to enhance its wettability. Electrospinning of the thicker PAN layer was first carried out followed by functionalizing with PDA. The thin TPU was subsequently electrospun directly on the functionalized PAN layer to create the bi-layered membrane. The thin TPU layer is meant for moisture wicking to draw water away from the skin surface while the thicker PAN/PDA hydrophilic layer transports the moisture away. It was demonstrated that the hydrophobic TPU layer needs to be thin so that water can pass through the membrane. There is also an optimal thickness for the super hydrophilic PAN/PDA layer. When the PAN/PDA layer is too thin, water can easily pass through the bi-layer membrane. At optimal PAN/PDA membrane thickness, water capillary motion at the TPU layer pushes the water into the pores and the hydrophilic PAN/PDA layer draws in the water. However, beyond optimal PAN/PDA layer thickness, the increase in the bi-layer membrane thickness reduces its moisture wicking performance. With optimized bi-layer thickness, a moisture permeability of 9065 g m-2 d-1 and distinct breathability of 100 mm s-1 (5.0 times higher than a commercial membrane) were recorded which makes it a promising material for applications such as moisture-wicking clothing.
Mohammad et al (2023) used a mixture of poly (vinyl alcohol) (PVA) and commercial superabsorbent polymer sodium polyacrylate (SAP) for the construction of electrospun barrier membrane with adequate breathability with enhanced thermal comfort. Filtration performance of the barrier membrane was found to be greater than 95% for dust particles of about 0.3 µm. Addition of SAP to PVA in the electrospun membrane significantly increases the wettability with lowest wetting time of 4.18 s at the top surface and the highest wetting time of 15.8 s at the bottom surface. The wetted radius also increased with higher SAP content. Fast removal of sweat from the body will improve thermal comfort hence the electrospun PVA/SAP membrane has the potential for use as a barrier membrane with good thermal comfort.
To construct a composite fabric with electrospun membrane on a support substrate, it is vital that the bonding is strong. Janu et al (2023) treated the polypropylene (PP) supporting fabrics using low-pressure plasma oxygen treatment before polycaprolactone (PCL) nanofibers were electrospun onto it. The adhesion between the fibers and the fabric as measured by its work per area (W/A) was almost 5x higher than untreated fabric. Improved adhesion from the plasma treated fabric may be attributed to greater oxygen containing reactive groups. High surface area of the electrospun nanofibers may also provide more bonding sites and greater proximity to the fabric surface where any improvement in the molecular bonding strength can be magnified. Plasma modification with amine reactive groups on the supporting fabric gave a lower bonding strength compared to oxygen containing reactive groups. With plasma treatment, the type of reactive groups need to be investigated for optimum bonding strength between the electrospun fibers and the supporting fabric.
Bonding between electrospun fiber membrane and substrate may be achieved using an adhesive sheet. With an adhesive sheet, the amount of adhesive per unit area, also known as the areal density, plays an important role in the bonding strength and the eventual porosity of the bonded sheet. Gao et al (2025) tested this effect with electrospun polyacrylonitrile (PAN) membrane on a nylon fabric using thermoplastic urethane (TPU) nonwoven adhesive. Bonding was achieved through hot pressing at 120 °C. At lower areal density (10-15 gm-2, the melted TPU was restricted to the contact points between the nanofibers and nylon yarns. At 20 gm-2, there was greater coverage of the adhesion between the nanofibers and the fabric. Further increase in the areal density led to reductions in the pores between the nanofibers and the yarn. As the areal density of the nonwoven adhesive increases from 10 to 30 gm-2, the bond strength increases with the horizontal peel strength changed from 3.6 N to 12.6 N and the vertical peel strength increased from 5.1 N to 12.7 N, but the air permeability was reduced from 107.6 mm/s to 43.4 mm/s.
Silk fibers are known to exhibit strong light scattering characteristics which helps to protect pupae from overheating from direct sunlight. Parks et al (2021) showed that with electrospun silk fibroin membrane the temperature of the underlying substrate was 7.5 °C lower than nonwoven raw silk fabric during daytime under solar radiation. Smaller diameter electrospun silk fibroin fiber was found to have a greater cooling effect than larger diameter electrospun silk fibroin fiber with the tested smaller fiber diameter of 250 nm. The mid-infrared emissivity of electrospun nanosilk was found to be greater than raw silk. Electrospun silk fibers may be used in clothes to give a passive cooling effect on the wearer.
Zhang et al (2025) electrospun a daytime radiative cooling membrane made of polyethylene oxide with ethyl isocyanate acrylate (ISA), a cross-linking agent, trimethylolpropane triacrylate (TMPTA), and a photoinitiator, benzophenone and Al2O3 particles to further improve sunlight reflection. The resultant electrospun PEO-ISA/Al2O3 membrane was cross-linked under UV irradiation to render it water insoluble. PEO-ISA/Al2O3 membrane was found to exhibit excellent daytime radiative cooling performance. When tested with a foam box with internal air temperature of 60.0 °C, the temperature reduction of the membrane compared to aluminum plate, PEO membrane, and PEO/Al2O3 membrane was 8.3 °C, 3.3 °C, and 1.4 °C, respectively. The effectiveness of PEO in cooling can be attributed to its selective absorption band that overlaps with the 8-13 µm atmospheric wavelength region and effective scattering nanostructures that makes it suitable for daytime radiative cooling. The addition of Al2O3 improved its cooling performance by increasing sunlight reflection. The better cooling performance of cross-linked PEO-ISA/Al2O3 membrane compared to PEO/Al2O3 membrane can be attributed to its greater infrared emissivity due to the introduced C=C and C=O groups from the cross-linking process.
In an extreme form of using electrospinning for constructing fabric, the process is used for direct fabrication of stand-alone clothing. Electroloom, a US start-up in 2015 is pioneering the use of electrospinning as a 3D printing method for fabricating wearable clothing [White et al 2015]. The technique involves having a mold in the shape of the clothing and electrospinning is used to build up a thick layer of nanofibers on the mold. The constructed nanofibrous clothing is subsequently peeled off the mold and ready for wear. As this method of constructing clothing is very new, there are numerous challenges that need to be addressed such as durability of the clothing, speed of fabrication and clothing design limitations. Nevertheless, it opens a new possibility of creating wearable electrospun fabrics.
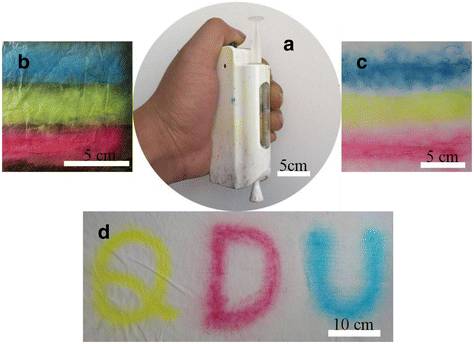
Electrospun membranes are typically white which is due to the natural color of most polymers and light scattering from the surface of the nanofibers. However for clothing, it is important that colors can be added to the fabric or the fabric comes in different colors. Yan et al (2016) added dyes to the electrospun solution before electrospinning and showed that it is possible to produce colored membranes from it. The resultant colored poly(vinyl butyral) (PVB)/cationic dye nanofibrous membranes showed good color stability and level-dyeing property. Fiber diameter was also observed to be reduced as the concentration of dye added increases. This is probably due to increasing solution conductivity from the dye.
Coloring of electrospun membrane may also be done although the small diameter of the fibers may pose a challenge. Metwally et al (2023) showed that the size of the dye particles have a significant effect on the dyeing of recycled electrospun polyamide 6 (PA6) nanofibers. Conventional dye is a mixture of particle sizes with average size of more than 40 µm which is larger than the diameter of nanofibers. This inherently prevents the larger dye particles from penetrating into the nanofiber matrix and will be dislodged during washing. By milling DR 167 dye particles to substantially less than 38 µm, Metwally et al (2023) was able to increase particle dispersion, dye at a lower temperature, improve color yield and better color fastness.
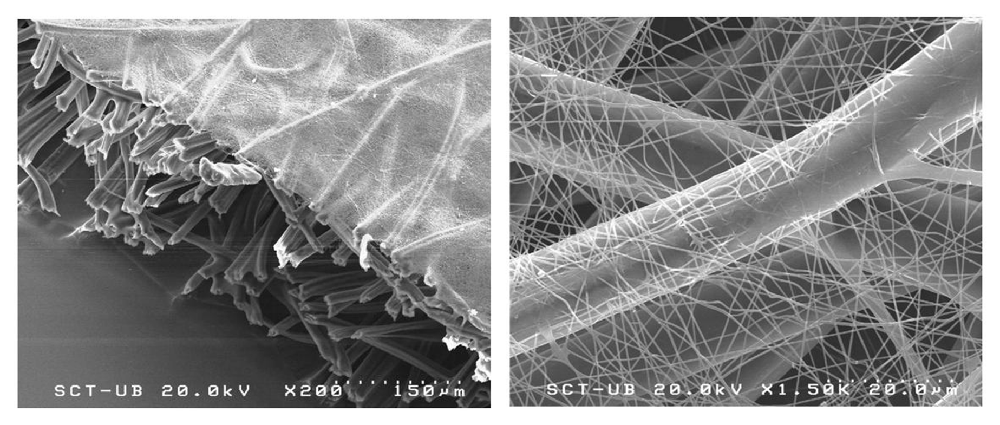
A challenge for fabric with electrospun fibers is its reliability and durability when subjected to repeated washing and usage while retaining functionality. Even with hot-melt lamination process to adhere polyamide 6 coating on nonwoven viscose substrate, the nanofibers showed visible mechanical damages in the form of holes with diameters ranging from tens to hundreds of micrometers after 1500 cycles of repeated compression and torsion. Interestingly, there are more damages to the nanofiber membrane when more resin dots were used to bond the nanofiber membrane to the underlying substrate. The sample with simple hot press lamination of the nanofiber membrane onto the substrate showed the least damage [Faccini et al 2012]. A possible reason for this is stress concentration on the fibers at the bonded points. A single military laundering round with detergent on nanofibers applied to a spunbond and a triple layer of nanofiber/spunbond-laminated-nanofiber/spunbond showed significant reduction in aerosol retention efficiency to 66% and 86% of initial efficiency respectively [Graham et al 2003].
To take advantage of the high surface area of nanofiber while still meeting the speed of commercial yarn production, one possible method is to coat the surface of microfibrous yarn with electrospun nanofibers. Ravandi et al (2013) showed that by coating nylon 66 filament with nylon 66 elecrospun nanofibers, the wicking height of the filament can be increased significantly due to capillary flow. With smaller fiber diameter, the wicking height increases. Coating the filament with nylon 66 nanofiber diameter of 151 nm, the wicking height is increased to almost 18 mm compared to about 11 mm of uncoated nylon 66 filaments.
Published date: 31 March 2015
Last updated: 06 January 2026
▼ Reference
-
Faccini M, Vaquero C, Amantia D. Development of Protective Clothing against Nanoparticle Based on Electrospun Nanofibers. Journal of Nanomaterials 2012; 892894: 9 pages.
Open Access
-
Formhals, Anton et al. "Process and apparatus for preparing artificial threads" U.S. Patent 1,975,504 Issue date: October 2, 1934
-
Formhals, Anton et al. "Method and apparatus for spinning" U.S. Patent 2,349,950 Issue date: May 30, 1944
-
Gao Z, Xu L, Wang H, Wei X, Chen K, Wang W, Zhang S, Lin T. Thermal Lamination of Electrospun Nanofiber Membrane with Woven Fabric and Yarn Embedding Effect. Membranes. 2025; 15(3):95.
https://www.mdpi.com/2077-0375/15/3/95 Open Access
-
Graham K, Schreuder-Gibson H, Gogins M. Incorporation of Electrospun Nanofibers into Functional Structures. INTC 2003, September 15-18, Baltimore MD.
Open Access
-
Hong S K, Lim G, Cho S J. Breathability Enhancement of Electrospun Microfibrous Polyurethane Membranes through Pore Size Control for Outdoor Sportswear Fabric. Sensors and Materials 2015; 27: 77
-
Janu L, Dvoráková E, Polásková K, Buchtelová M, Rysánek P, Chlup Z, Kruml T, Galmiz O, Necas D, Zajícková L. Enhanced Adhesion of Electrospun Polycaprolactone Nanofibers to Plasma-Modified Polypropylene Fabric. Polymers. 2023; 15(7):1686.
Open Access
-
Kampeerapappun P. Preparation Characterization and Antimicrobial Activity of Electrospun Nanofibers from Cotton Waste Fibers. Chiang Mai J. Sci. 2012; 39: 712.
Open Access
-
Mei X, Zhu L, Peng X, Yang J, Li Y. Wearable Janus nanofiber membrane-based colorimetric sensors for directional transfer and analysis of sweat. Biomedical Analysis 2024; 1: 64.
Open Access
-
Metwally B S, Rashed S A, El-Sheikh M N. Hamouda A S. Dyeing of Recycled Electrospun Polyamide 6 Nanofibers: Implications of Dye Particle Size. Fibers Polym 2023; 24: 1681
Open Access
-
Mohammad R M, Ali A, Hossain M F, Bhuiyan M A R, El-Lateef H M A, El-Moaty A R A. Improved protection and comfort of barrier clothing via moisture-permeable poly (vinyl alcohol)-superabsorbent polymer nanofibrous membrane. Journal of Materials Research and Technology 2023; 24: 3600.
Open Access
-
Ravandi, S A H, Sanatgar R H, Dabirian F. Wicking Phenomenon in Nanofiber-Coated Filament Yarns. Journal of Engineered Fibers and Fabrics 2013; 8: 10.
Open Access
-
Park B K, Um I C, Han S M, Han S E. Electrospinning to Surpass White Natural Silk in Sunlight Rejection for Radiative Cooling. Advanced Photonics Research 2021; 2: 2100008.
Open Access
-
Schreuder-Gibson H, Gibson P, Walker J, Cheng T C, Sun C, Zhang D. Electrospinning Nonwovens for Cotton Fabric Coatings. 11th International Nonwovens Conference. November 8, 2001, Knoxville, TN.
Open Access
-
Smit E, Buttner U, Sanderson R D. Continuous yarns from electrospun fibers. Polymer 2005; 46: 2419.
-
White J, Foley M, Rowley A. A Novel Approach to 3D-Printed Fabrics and Garments. 3D Printing and Additive Manufacturing 2015; 2: 145.
-
Yan X, You M H, Lou T, Yu M, Zhang J C, Gong M G, Lv F Y, Huang Y Y, Long Y Z. Colorful Hydrophobic Poly(Vinyl Butyral)/Cationic Dye Fibrous Membranes via a Colored Solution Electrospinning Process. Nanoscale Res Lett 2016; 11: 540.
Open Access
-
Zhang H, Wang Q, Xu Z, Zhao Y. Water-Resistant Poly(ethylene oxide) Electrospun Membranes Enabled by In Situ UV-Cross-Linking for Efficient Daytime Radiative Cooling. Molecules. 2025; 30(2):421.
https://www.mdpi.com/1420-3049/30/2/421 Open Access.
-
Zhang Y, Li T T, Ren H T, Sun F, Lin Q, Lin J H, Lou C W. Tuning the gradient structure of highly breathable, permeable, directional water transport in bi-layered Janus fibrous membranes using electrospinning. RSC Adv. 2020; 10: 3529.
Open Access
▲ Close list