Electrospinning generally produces a nonwoven fibrous mesh with typical pore size of about 3 to 5 µm. While this pore size is suitable for microfiltration, airfiltration or as a barrier membrane to cell infiltration, other applications demand larger pore sizes. This is especially true in many tissue engineering applications where cell infiltration into the electrospun scaffold is desirable. Pore size of electrospun fiber generally increases with increasing fiber diameters [Boland et al 2005] and pore size over 20 µm diameter has been registered [Garg et al 2009]. Increasing flow rate has also been shown to increase the pore diameter but this is probably due to larger fiber diameter effect [Rnjak-Kovacina et al 2011]. The pore size of the electrospun membrane is also dependent on the choice of polymer to be electrospun [Neubert 2010]. Theoretical modeling has also shown that pore size of nonwoven electrospun membrane is affected by fiber diameter and density [Lifshutz 2005; Bagherzadeh et al 2013]. Increasing polymer solution concentration or using higher molecular weight polymer is the simplest method of increasing fiber diameter. Density of the membrane is generally influenced by the duration of fiber deposition and whether is there any constrain in the fiber deposition area. One method of reducing the fiber deposition area is by using a secondary ring electrode circling the nozzle. This has been shown to reduce to the pore size in various electrospun membranes [Neubert 2010]. Given the limitation of using electrospinning parameters to vary its pore size, techniques such as controlling fiber distribution, post electrospinning modification and using temporary spacers have been employed.
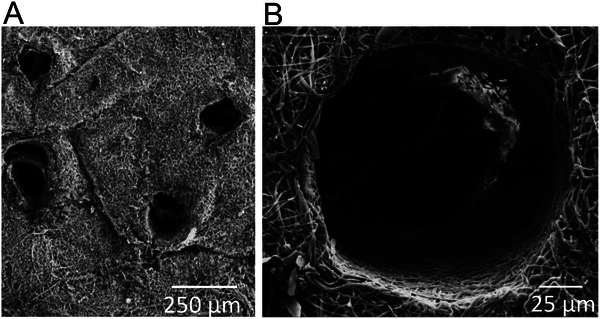
The fiber deposition behavior is strongly influenced by the electric field profile at the collector. In typical flat plate collector, the electrospinning jet is attracted to the whole surface of the collector and the random deposition of the fibers resulted in a membrane with small pore size. By changing the electric field profile at the collector, the fiber distribution may be controlled to produce membrane of larger pore sizes. Zhu et al (2008) used a slow rotating frame cylinder comprising of rods arranged in parallel along the long axis to collect the fibers. The setup resembles a series of parallel electrodes system arranged radially around a common axis. This encourages preferential fiber deposition on the rod although still having many fiber strands running cross the gap. At a low rotation speed of 28 rpm, electrospun poly (DL-lactide-glycolide) (PLGA) with pore diameter as large as 133 µm has been found. Similarly Ajalloueian et al (2014) used polycaprolactone (PCL) filament tube to wrap round a mandrel prior to electrospun poly(lactic-co-glycolide) (PLGA) fiber deposition. The resultant scaffold showed areas of dense random fiber deposition on the filament and aligned fiber distribution across the spacing between parallel filament tubes. When compared to electrospun PLGA fiber deposited directly on the mandrel without the filament tubes, the electrospun mat prepared with the filament tube showed a much higher average pore diameter of 24 µm against 7 µm of conventionally prepared electrospun PLGA mat. Vaquette et al (2011) used patterned/grid collectors to create uneven distribution of fibers. The resultant scaffold allows cell infiltration down to 250 µm compared to just 30 µm for standard electrospun membrane. Similarly, Hong et al (2015) showed that by depositing the fibers on a patterned grid, the average pore size of the resultant polyurethane electrospun membrane (9.6 µm) is larger than fibers deposited on an aluminium foil (8.6 µm). This in turn improves the moisture vapour transmission of the membrane which enhances its breathability for outdoor sportswear fabric. Although collector design can be used to increase the pore size of the membrane, its influence will start to diminish with increasing fiber buildup and the fiber arrangement will progressively move towards random distribution.
Physical displacement of nanofiber during electrospinning through the use of air-flow has been shown to increase the pore size of electrospun membrane. This method works by having a perforated mandrel collector and passing air through the perforations as the fibers are collected on it.
Using this technique with different air pressure, McClure et al (2012) was able to fabricate electrospun polycaprolactone (PCL) tubes with maximum average pore size of 7.6 µm. Electrospun PCL tube fabricated on solid tube has an average pore size of 3.8 µm. In their experiment, the pore size increases with increasing air pressure but starts to reduce once it exceeds the optimum air pressure of 100 kPa. At 200 kPa and 400 kPa, the average pore size was not significantly greater than that from solid mandrel. Cell infiltration using fibroblast showed infiltration depth of 186 µm for the largest average pore size scaffold compared to 21 µm for scaffold fabricated on solid mandrel. The wall thickness was 432 µm and 348 µm for the scaffold with the largest pore size and the scaffold fabricated on solid mandrel respectively. Maghdouri-White et al (2013) compares the pore size of electrospun silk fibroin membrane fabricated using the air-flow collector and solid mandrel collector method. With the application of air-flow at the collector, the average pore size of the membrane (with fiber diameter of about 1 µm) ranges from 5.5 µm to 13.4 µm compared to average pore size of 3.2 µm from membrane collected on a solid mandrel. The average pore size does not show any correlation with the applied air pressure. The use of air flow from the collector was able to increase the pore size of the membrane after optimization of the flow conditions. However, more studies are necessary to determine factors that affect fiber displacement in the creation of the pore and the influence of the air flow as the membrane thickness increases. Cell cultures on the scaffold although showed significant improvement in cell infiltration, does not demonstrate cell migration throughout its depth [McClure et al 2012].
Cheng et al (2019) used a grid collector with an air blower behind to modify the pore size of deposited electrospun polyvinyl alcohol (PVA) fibers. Their study showed that with larger grid pore size, the average pore size of the membrane increases. With a grid pore size of 4x4 mm, the average pore size area was 12.5 µm
2. Unlike earlier studies which used a perforated cylinder as collector [Maghdouri-White et al 2013], Cheng et al (2019) found that increasing air velocity increases the pore size. An airflow velocity of 5 m/s gave rise to the largest pore size area. At higher airflow velocity, fiber collection became difficult as they were blown away. Applied voltage also affect the pore size with the largest pore size area obtained from the lowest test voltage of 12 kV. At higher voltage, the stronger electrostatic force on the electrospinning jet may reduce the influence of the oncoming airflow in separating the fibers.
Altering the stiffness of the electrospinning jet may vary the porosity and pore size of the resultant fibrous structure. A stiffer material provides greater resistance to bending and this will affect the amount of compaction for fibers. Shabani et al (2012) have already demonstrated that by focusing lights beam on the electrospinning jet just before fiber deposition, they were able to obtain thicker scaffold compared to the same electrospinning condition but without the focused lights. The increase in thickness is due to solidification of the electrospinning jet. By varying the amount of light energy on the electrospinning jet, the degree of stiffness may be controlled which may subsequently affect the level of porosity and pore size. However, further studies are needed to test this hypothesis.
There are a few methods which can be used to increase the pore size of the membrane or to create pores within the membrane as post-electrospinning treatment. Simple technique such as using small diameter sharp needle can be used to physically create perforation on the membrane and this has also been shown to encourage cell infiltration [Bonvallet et al 2014]. Several researchers have used femtosecond laser irradiation to create pores on the membrane [Lee et al 2012, Wu et al 2011, Rebollar et al 2011]. The advantage of this method is that through holes of various sizes can be quickly created on the membrane. Collateral damage by the heat used to create the holes is sufficiently low to preserve the fiber structure at the wall of the cavity [Rebollar et al 2011]. In vitro studies have also shown good cell infiltration within the holes created [Lee et al 2012]. Another method of hole creation is to use short wave length ultra violet radiation with masking. This technique has been successfully used to create holes on poly(D,L-lactic-co-glycolic) acid and poly(L-lactide-co-epsilon-caprolactone) electrospun fiber membranes [Dong et al 2008]. Punching holes into membrane has the advantage of defining the hole size and location; however, these holes are generally not interconnected. Alternative method has been developed to increase overall pore sizes through increasing inter-fiber distance.
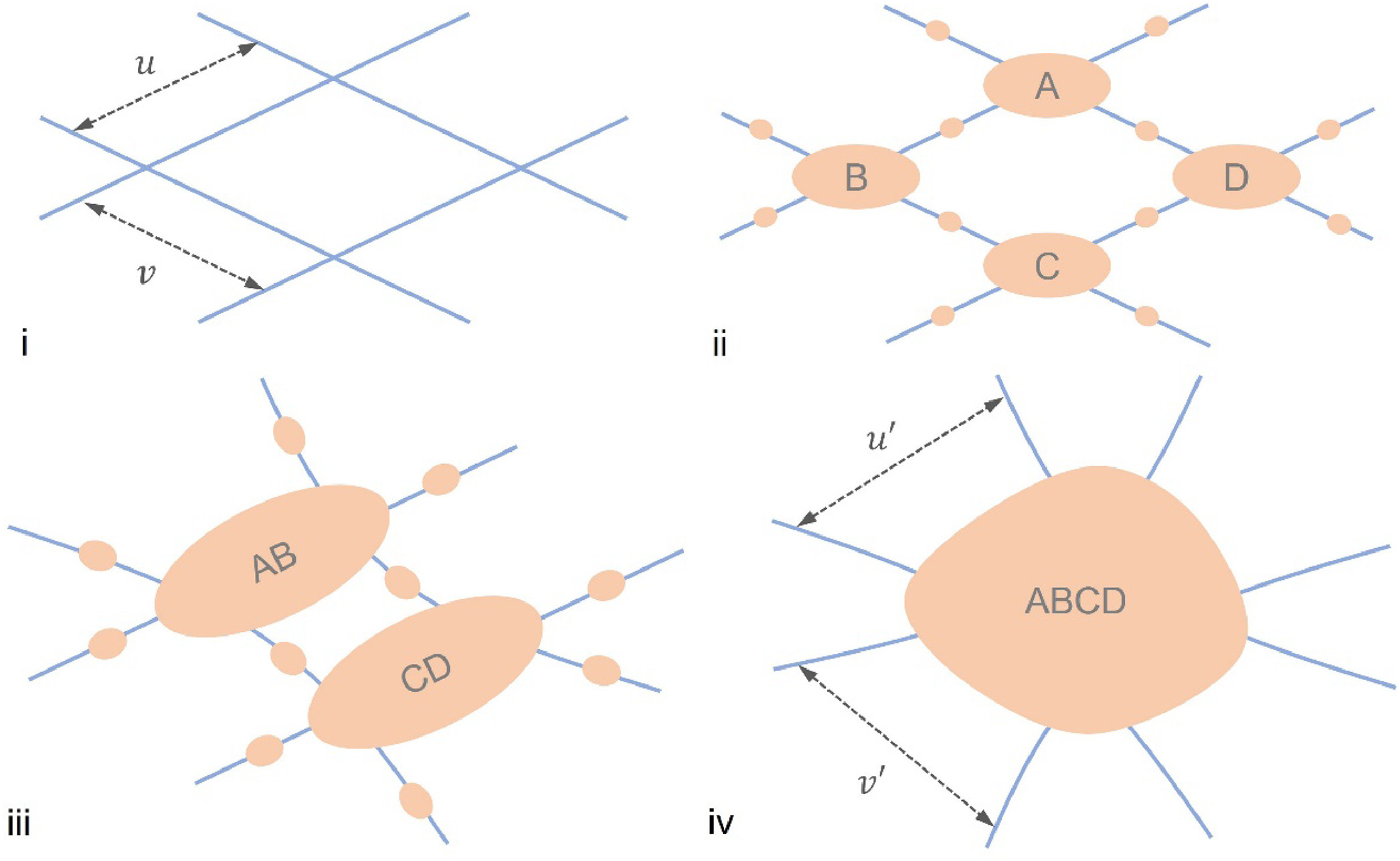
For an electrospun membrane, there may be a method of simultaneously shifting the individual fibers to increase the membrane pore size. In the development of an air filtration membrane, Wu et al (2025) found that the pore size of electrospun polyacrylonitrile (PAN)/Co(Ac)2 increased after wet dust aerosols were passed through it with the effect more pronounced at higher dust loadings. This has been attributed to the wet particles agglomerating at the intersection of the fibers and pulling the connecting fibers together resulting in larger pores.
Ultrasonication has been shown to be able to loosen the electrospun fibers within the membrane and open up spaces between any layers that are not sufficiently interwoven. Jung et al (2012) showed that with just a minute of ultrasonication, the pore size was increased from about 0.5 µm2 to about 5 µm2. The thickness of the membrane has also increased significantly as a result of this treatment.
Temporary spacers are the most commonly used method of increasing the pore size of the membrane. Spaces used include particles, sacrificial fibers or ice crystals. Wulkersdorfer et al (2010) alternate electrospinning of poly(glycolic acid) and spraying of sucrose-ethanol suspension with sucrose particle size from 250 to 350 µm, at time interval of 1 min, 2 min and 10 min. At interval of 2 min, pore size of 150 µm were formed with macroporous interconnections. However with 10 min interval, layers of dense electrospun fibers with distinct space between the layers were formed despite having larger average pore size of more than 300 µm. Cell infiltration study showed good penetration in the electrospun membrane with pore size generated by 2 min interval but the membrane from 10 min interval showed poor penetration.
To ensure a more homogeneous distribution of particles, the electrospun membrane may be chopped into smaller fragments prior to dispersing the short strand fibers with the spacer particles. Meng et al (2024) used paraffin microspheres (diameter 200 - 400 µm) as spacing material for their chopped and dispersed poly(L-lactic acid)/polycaprolactone (PLLA/PCL) fibers in acetone. Acetone is able to partially dissolve PCL which allows the chopped fibers to bind to one another after drying. A combined suspension of PLLA/PCL chopped fibers, 58S bioactive glass (BG) particles and paraffin microspheres in acetone was loaded into a mold and compressed to push out excess acetone before drying. The dried scaffold with the paraffin microspheres was then washed with hexane to remove the microspheres. The average pore size of PLLA/PCL and PLLA/PCL/BG scaffolds were 326 µm and 335 µm respectively. Due to the more uniform dispersion of the fibers and microspheres, the scaffolds showed good pore interconnectivity.
Given that particles only takes up isolated space within the membrane, the interconnection between resultant pores may be reduced if the particles distribution are sparse. A better way to ensure interconnected pores is to use sacrificial fibers that are evenly dispersed between the desired electrospun fibers. Frey et al (2007) used polyamide-6 as the primary electrospun fiber and simultaneously electrospin poly(ethylene oxide) as the sacrificial fibers. With just polyamide-6 fibers or without removing the sacrificial fibers, the pore size distribution is relatively narrow with the majority pore size below 200 nm diameter. After removal of the sacrificial fibers, the pore size distribution significantly increases with pore diameter ranging from 100 nm to a micron and 50% of the pores larger than 200 nm in diameter. Similarly, Guimaraes et al (2010) simultaneously electrospin polycaprolactone fiber and polyethylene oxide fiber onto a collector with the latter used as a sacrificial material.
After removal of the sacrificial fiber, the pore size of the membrane increases from about 2.5 µm to about 5 µm. Culturing osteoblast on both scaffolds showed cell penetration through the electrospin polycaprolactone fiber membrane with the sacrificial membrane removed while cells remained only on the surface of polycaprolactone membrane.
The pore size of the membrane can be tailored by varying the amount of the sacrificial fibers. Baker et al (2008) constructed a membrane with a gradual increase in the amount of sacrificial fibers along the membrane length by having a setup with two separate spinnerets, one for the sacrificial fibers and the other for the retained material, where their axes are offset. Not surprisingly, pore sizes of the retained material after removal of the sacrificial fibers showed an increase with more sacrificial fibers. There are alternative ways of tailoring pore sizes which are uniformly distributed throughout the retained material. Increasing the concentration of the solution used in electrospinning of sacrificial fibers is one simple way of increasing its fiber diameter which should increase the pore size of the membrane after removal. Increasing the density of the sacrificial fibers relative to the desired fibers can be achieved by having multiple spinnerets for electrospinning sacrificial fibers. A limitation of this method is that the sacrificial polymer may sometimes be difficult to remove completely. This may result in unwanted contamination of the membrane. An ideal temporary support would be one that can be removed completely and easily.
Using a rotating drum for collection of electrospun base fibers and sacrificial fibers have the advantage of introducing aligned through channels in the resultant scaffold. Unlike using particles where the cavity may be surrounded by dense fibers, having aligned sacrificial fibers will ensure that the channels are open from end to end. This is useful in tissue engineering applications where the scaffolds with pores are used to encourage cell migration and alignment within the electrospun scaffold. Baker et al (2012) was able to demonstrate the alignment and infiltration of electrospun aligned polycaprolactone scaffold by human meniscus fibrochondrocytes (MFCs) using poly(ethylene oxide) (PEO) fibers as the sacrificial component. With 60% of the scaffold comprises of sacrificial PEO, the scaffold was fully colonized at 12 weeks while cells remains on the periphery on scaffolds without any sacrificial fibers.
Photo-reactive polymers have been used to create scaffolds with cavities. Sundararaghavan et al (2010) used methacrylated hyaluronic acid co-electrospun with polyethylene oxide (PEO) to form a thick mesh of nonwoven fibers. The as-spun scaffold was subsequently exposed to ultraviolet light to initiate polymerization through a photomask with circular patterns. Unreacted polymers and PEO were removed by washing with deionized water to reveal scaffold with channels.
Low temperature electrospinning uses a collector that has been cooled to sub-zero temperature such that ice crystals start to form on the collected fibers as they deposit. The ice crystals function as spacers between the fibers and this creates relatively uniform and inter-connected pores between fibers. After the membrane is fabricated, the ice crystals are allowed to melt away leaving behind a wet membrane without any other contaminants. More discussion of this method may be found here.
Unlike conventional solution-based electrospinning where the jet typically moved in a chaotic manner, melt electrospinning typically generates a more stable jet. This allows greater control on the deposition of the fibers which in turns affect the pore size and porosity of the mesh. Farrugia et al (2013) used melt electrospinning to create a direct writing device where the fibers are deposited on a programmable x-y stage. Without the movable stage, the mesh formed by fibers deposited on the static collector has a pore size of 16 µm. With the direct writing device, the pore size can be increased to 46 µm while retaining the same fiber diameter of about 7 µm. Thus, having a stable jet and a movable stage may potentially increase the pore size of electrospun membrane.
Electrospinning over a coagulation bath, also known as wet electrospinning has been used to produce 3-dimensional block scaffold using low surface tension liquid coagulation bath. Similarly, by varying the surface tension of the liquid coagulation bath, the membrane pore size can be controlled. Kishimoto et al (2017) demonstrated this by varying the concentration of t-butyl alcohol (t-BuOH) as collector liquid for the collection of electrospun silk fibroin fibers. At concentration of 20% and less t-BuOH, the reduction of surface tension is insufficient to immerse the deposited fibers. At 30% t-BuOH, the fibers start to submerge. Interestingly, the pore size of the scaffold was highest at 30% t-BuOH (12 µm average pore size) and it starts to reduce at higher concentration. Kishimoto et al (2017) attributed this reduction in pore size to more soaked fibers and subsequent greater fiber entanglement as the surface tension are reduced further.
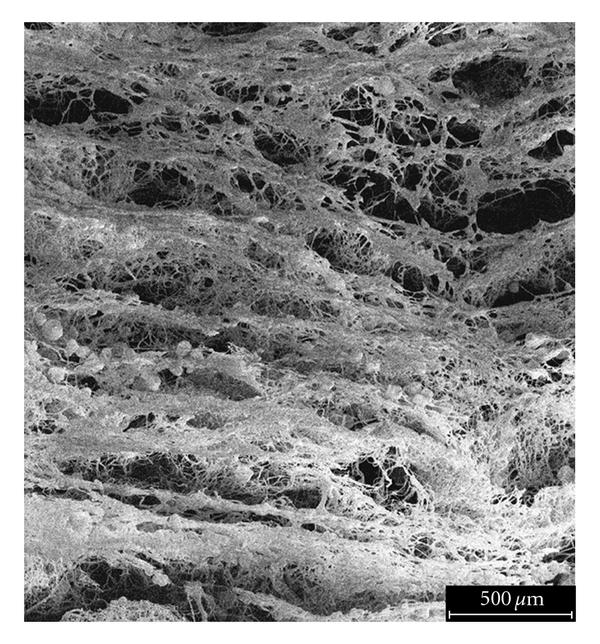
Gas foaming has been used to open up the pores between the fibers without excessive application of force. In this technique, the 2D electrospun membrane is soaked in a solution that bubbles when agitated. Since the membrane is totally immersed in the solution, bubbles are formed on the fiber surfaces that are located outside and within the membrane. Formation and coalescence of the bubbles will force the fibers apart which create a more open scaffold. Chen et al (2024) used 0.5 M NaBH4 aqueous solution gas foaming on electrospun poly(L-lactide-co-ε-caprolactone) (PLCL)/silk fibroin (SF) nanofiber membrane for just 30 min. SEM images of the expanded membrane showed distinct but layered nanofibers with negligible changes in the nanofiber diameters. Inter-fiber gaps increase from 5.63 µm in the pre-foaming membrane to 49.81 µm in the expanded scaffold. Pore sizes also increased from 18.19 µm2 to 47.37 µm2 for the expanded scaffold. With this, the density of the scaffolds dropped from 0.175 g/cm3 in the pre-foaming membrane to 0.033 g/cm3 in the expanded 3D scaffold and the porosity increased from 51.41% to 77.37%.
Published date: 24 September 2014
Last updated: 24 March 2026
▼ Reference
-
Cheng T, Li S, Xu L, Ahmed A. Controllable preparation and formation mechanism of nanofiber membranes with large pore sizes using a modified electrospinning. Materials & Design 2019; 178: 107867.
Open Access
-
Chen Y, Xu W, Pan Z, Li B, Mo X, Li Y, Wang J, Wang Y, Wei Z, Chen Y, Han Z, Lin C, Liu Y, Ye X, Yu J. Three-dimensional gas-foamed scaffolds decorated with metal phenolic networks for cartilage regeneration. Materials Today Bio 2024; 29: 101249.
https://www.sciencedirect.com/science/article/pii/S2590006424003107 Open Access
-
Farrugia B L, Brown T D, Upton Z, Hutmacher D W, Dalton P D, Dargaville T R. Dermal fibroblast infiltration of poly(ε-caprolactone) scaffolds fabricated by melt electrospinning in a direct writing mode. Biofabrication 2013; 5: 025001.
-
Frey M W, Li L. Electrospinning and Porosity Measurements of Nylon-6/Poly(ethylene oxide) Blended Nonwovens. Journal of Engineered Fibers and Fabrics 2007; 7: 31.
Open Access
-
Garg K, Sell S A, Madurantakam P, Bowlin G L. Angiogenic potential of human macrophages on electrospun bioresorbable vascular grafts. Biomed. Mater. 2009; 4: 031001.
-
Guimaraes A, Martins A, Pinho E D, Faria S, Reis R L, Neves N M. Solving cell infiltration limitations of electrospun nanofiber meshes for tissue engineering applications. Nanomedicine 2010; 5: 539.
-
Hong S K, Lim G, Cho S J. Breathability Enhancement of Electrospun Microfibrous Polyurethane Membranes through Pore Size Control for Outdoor Sportswear Fabric. Sensors and Materials 2015; 27: 77.
-
Jiang H, Jiao Y, Aluru M R, Dong L. Electrospun Nanofibrous Membranes for Temperature Regulation of Microfluidic Seed Growth Chips. Journal of Nanoscience and Nanotechnology 2012; 12: 1.
-
Jung S, Kim E S, Gu B K, Gin Y J, Park S J, Kwon I K, Kim C H. Thickness and Pore Size Control of Chitin Nanofibers by Ultra-sonication and Its Biological Effect in vitro. Biomaterials Research 2012; 16: 11.
-
Kishimoto Y, Kobashi T, Morikawa H, Tamada Y. Production of three-dimensional silk fibroin nanofiber non-woven fabric by wet electrospinning. J. Silk Sci. Tech. Jpn. 2017; 25: 49.
Open Access
-
Lee B L P, Jeon H, Wang A, Yan Z, Yu J, Grigoropoulos C, Li S. Femtosecond laser ablation enhances cell infiltration into three-dimensional electrospun scaffolds. Acta Biomaterialia 2012; 8: 2648.
-
Lifshutz N. On the 'Mean Flow' Pore Size Distribution of Microfiber and Nanofiber Webs. INJ Spring 2005: 18.
Open Access
-
Maghdouri-White Y, Elmore L W, Bowlin G L, Dreau D. Breast epithelial cell infiltration in enhanced electrospun silk scaffolds. J Tissue Eng Regen Med. 2013 Ahead of print
-
McClure M J, Wolfe P S, Simpson D G, Sell S A, Bowlin G L. The use of air-flow impedance to control fiber deposition patterns during electrospinning. Biomaterials 2012; 33: 771.
-
Meng C, Liu X, Li R, Malekmohammadi S, Feng Y, Song J, Gong R H, Li J. 3D Poly (L-lactic acid) fibrous sponge with interconnected porous structure for bone tissue scaffold. International Journal of Biological Macromolecules 2024; 268, Part 1: 131688.
https://www.sciencedirect.com/science/article/pii/S0141813024024930 Open Access
-
Neubert S H G. Controllability of Electrospinning and Electrospraying - Advances and Application. MEng Thesis. National University of Singapore 2010.
Open Access
-
Rebollar E, Cordero D, Martins A, Chiussi S, Reis R L, Neves N M, Leon B. Improvement of electrospun polymer fiber meshes pore size by femtosecond laser irradiation. Applied Surface Science 2011; 257: 4091.
-
Rnjak-Kovacina J, Wise S G, Li Z, Maitz P K M, Young C J, Wang Y, Weiss A S. Tailoring the porosity and pore size of electrospun synthetic human elastin scaffolds for dermal tissue engineering. Biomaterials 2011; 32: 6729.
- Shabani I, Haddadi-Asl V, Seyedjafari E, Soleimani M. Cellular infiltration on nanofibrous scaffolds using a modified electrospinning technique. Biochemical and Biophysical Research Communications 2012; 423: 50.
-
Sundararaghavan H G, Metter R B, Burdick J A. Electrospun Fibrous Scaffolds with Multiscale and Photopatterned Porosity. Macromol. Biosci. 2010; 10: 265.
-
Vaquette C, Cooper-White J J. Increasing electrospun scaffold pore size with tailored collectors for improved cell penetration. Acta Biomaterialia 2011; 7: 2544.
-
Wu H, Niu Z, Chen C. Toward understanding the interaction between wetting liquid aerosols and metal organic framework-embedded nanofiber air filters. Building and Environment 2025; 280: 113120.
Open Access
-
Wu Y, Vorobyev A Y, Clark R L, Guo C. Femtosecond laser machining of electrospun membranes. Applied Surface Science 2011; 257: 2432.
-
Wulkersdorfer B, Kao K K, Agopian V G, Ahn A, Dunn J C, Wu B M, Stelzner M. Bimodal Porous Scaffolds by Sequential Electrospinning of Poly(glycolic acid) with Sucrose Particles. International Journal of Polymer Science 2010; 436178: 9 pages.
Open Access
-
Zhu X, Cui W, Li X, Jin Y. Electrospun Fibrous Mats with High Porosity as Potential Scaffolds for Skin Tissue Engineering. Biomacromolecules 2008; 9: 1795.
▲ Close list