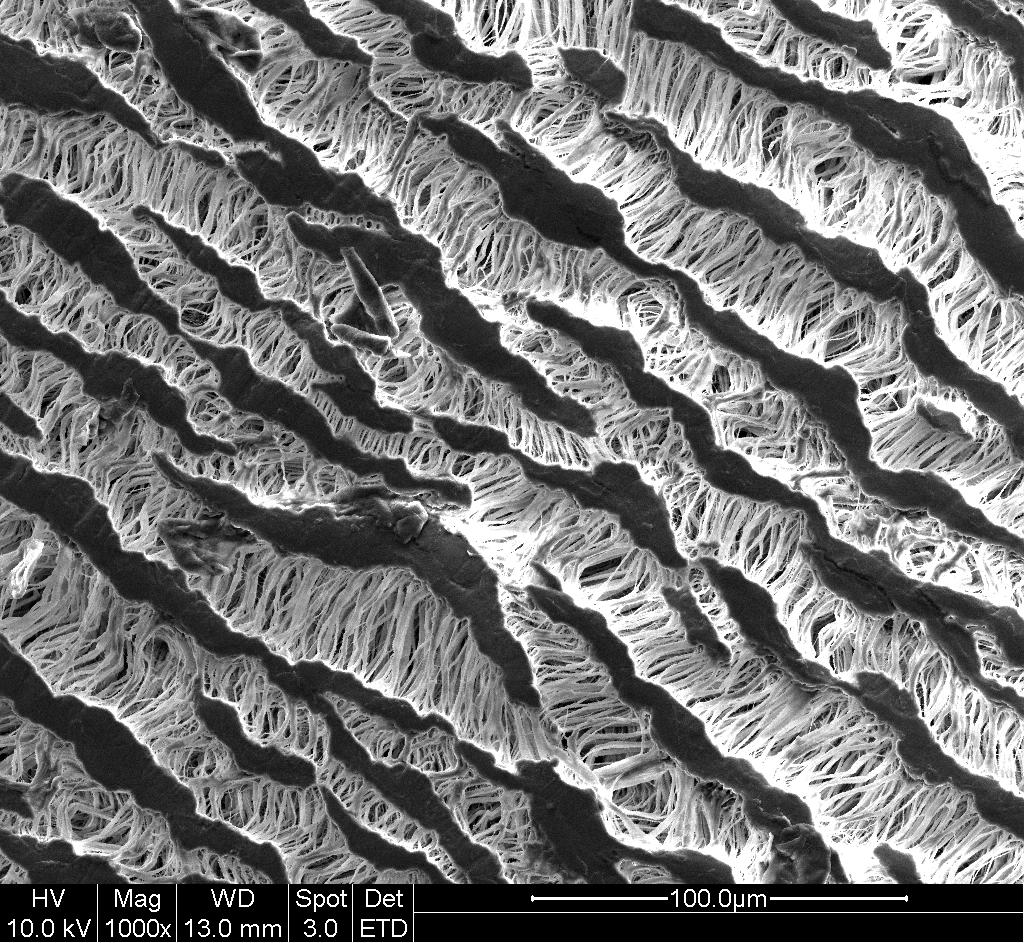
Low cost, waterproof and breathable fabric can be used in a wide variety of consumer products such as apparels, footwear, gloves, tents and many others. Such fabric typically works by having pores that repelling water droplets while allowing water vapor to diffuse through it. Similar to the pores found in Gore-Tex, pores of electrospun membranes are also formed from interfiber spaces. Electrospun membranes are known to be highly breathable and are commonly used as filter material while the same membranes constructed from hydrophobic materials are known to exhibit high degree of hydrophobicity. This combination satisfies the basic requirement for a waterproof and breathable fabric and has prompted researchers to investigate its characteristic for such application. Examining the material under high magnification, it is not difficult to anticipate better performance from electrospun membrane compared to Gortex in terms of breathability given the larger pore size and pore coverage of electrospun membrane.
As early as 1999, evidence on the breathability of electrospun membrane has been demonstrated. Diffusion of water vapor through the membrane is high although convective resistance is also high. Compared with commercial breathable membranes, transportation of water vapor through electrospun membrane is much better which points to better breathability [Gibson et al 1999]. Nylon 6 electrospun membrane (fiber diameter from 100 to 300 nm) showed water vapor transmission rate of about 500 g/m2/24h at 50% relative humidity and about 1000 g/m2/24h at 20% relative humidity [Yuan 2014]. Banuskeviciute et al (2013) showed that two to three layers of electrospun thermoplastic polyurethane layers was optimal in decreasing water permeability. Electrospun polyurethane laminated on a fabric was found to have a permeability of about 10,000 g/m2/24h [Lee et al 2010].
Methods to increase the pore size of electrospun membrane have been explored to further improve the breathability of the membrane. Hong et al (2015) compared the pore size of electrospun polyurethane membrane from fiber deposited on an aluminum foil and metal mesh. On aluminum foil, the pore size of the membrane was 8.6 µm compared to 9.6 µm from metal mesh. Membrane formed on the metal mesh was also found to exhibit thinner regions which correspond to the pores of the mesh. Larger pore size and thinner sections will theoretically improve the breathability of the membrane. For use as a water repellent and breathable fabric, its water repellency must also be demonstrated.
For a fabric to be used in emergency services, other factors such as chemical resistance and high temperature tolerance are required. Liu et al (2024) constructed a polyimide membrane by first electrospinning a blend of polyacrylonitrile (PAN) and polyamic acid (PAA) solution. The resultant fibrous PAN/PAA membrane subsequently undergoes thermal curing to form PAN-polyimide (PI) fibrous membrane. To improve the chemical resistance of the membrane a mixed solution of 1H,1H,2H,2H- perfluorooctyl trichlorosilane (FOCS) and ethyl 2-cyanoacrylate (ECA) was sprayed onto it. ECA was able to form strong covalent bonds with the amino groups on the membrane and cross-link with FOCS. This coating gave the membrane excellent superhydrophobicity, oleophobicity, and solvent pressure resistance properties. The membrane showed excellent air permeability of 1.54 mm/s, water vapor transmission rate of 7.99 kg.m-2.d-1, water contact angle of 152.1° and thermal decomposition temperature of 330 °C.
A fabric with waterproofness of over 2000 mmH2O is necessary under rain while riding a motorcycle in heavy rain requires waterproofness of over 10,000 mmH2O. Waterproofness of electrospun polyurethane laminated on a fabric was found to be 18,000 mmH2O [Lee et al 2010].
Filimon et al (2024) synthesized polyimides (PIs) and poly(ether-ether-ketones) (PEEKs) and prepared the solution with both polymers using N-methyl-2-pyrrolidone (NMP) as the solvent. Electrospun fibers with average diameters ranging from 280 nm to 510 nm were produced. The resultant membranes showed a water vapor transmission rate (WVTR) ranging from 1889.59 to 2311.20 g/m2/24h which satisfies the condition for breathable membrane. The PEEK/PI membrane showed good waterproofness with resistance to water penetration with pressure as high as 60 kPa. The thermal stability of polyimides also enables the PEEK/PIs membranes to perform well in the UL-94 flammability test achieving V-0 classification.
In a move away from fluorinated compounds to achieve high breathability and waterproofness, Lu et al (2025) tested the performance of electrospun silicon-containing polyurethane (SiPU) fibrous membrane. This SiPU is a single component material that was dissolved in a mixture of DMF and ethyl acetate to form the solution for electrospinning into fibers. At the optimum concentration of 14 wt%, smooth fibers with average diameter of 460 nm were obtained. Pore size of the membrane at this concentration was at its minimum at 1.1 µm and larger pore sizes were recorded at lower and higher concentrations. A hydrostatic pressure of 52 kPa and a water vapor transmission rate (WVTR) of 5798 g m-2 d-1 was obtained at the optimum concentration demonstrating its superior waterproofness and breathability. The tensile strength and elongation at break was 6.15 MPa and 98.8% respectively.
For a consumer fabric, robustness of the fabric is essential as it has to undergo rough handling and laundry cycles. While electrospinning is able to coat on fabrics, the bonding between the fibers and the underlying fabric is a concern. Laminating technique such as hot melting or solvent laminating may be used to bond the fibers to the substrate. Lee et al (2010) showed that waterproofness of the nanofiber laminated on fabric was maintained at more than 12,000 mmH2O and its permeability at more than 8,000 g/m2/24h after 10 cycles of washing.
Published date: 07 April 2015
Last updated: 24 February 2026
▼ Reference
-
Banuskeviciute A, Adomaviciute E, Milasius R. Investigation of Water Permeability of Thermoplastic Polyurethane (TPU) Electrospun Porous Mat. ISSN 1392-1320 Materials Science 2013; 19: 178.
-
Filimon A, Serbezeanu D, Rusu D, Bargan A, Lupa L. Design of High-Performance Electrospun Membranes for Protective Clothing Applications. Membranes. 2024; 14(11):244.
https://www.mdpi.com/2077-0375/14/11/244 Open Access
-
Gibson P W, Schreuder-Gibson H L, Rivin D. Electrospun Fiber Mats: Transport Properties. AIChE Journal 1999; 45: 190.
Open Access
-
Hong S K, Lim G, Cho S J. Breathability Enhancement of Electrospun Microfibrous Polyurethane Membranes through Pore Size Control for Outdoor Sportswear Fabric. Sensors and Materials 2015; 27: 77.
-
Lee S, Kimura D, Lee K H, Park J C, Kim I S. The Effect of Laundering on the Thermal and Water Transfer Properties of Mass-produced Laminated Nanofiber Web for Use in Wear. Textile Research Journal 2010; 80: 99.
-
Liu X, Cao J, Chen J, Gao Q, Zheng H, Gao M, Yu W. Mechanically robust superhydrophobic and oleophobic nanofiber membranes with breathability, solvent-resistance, and high-temperature-resistance. Materials & Design 2024; 244: 113153.
https://www.sciencedirect.com/science/article/pii/S0264127524005288 Open Access
-
Lu D, Li Y, Chai Y, Wen X, Chen L, Sun S. Single-Component Silicon-Containing Polyurethane for High-Performance Waterproof and Breathable Nanofiber Membranes. Fibers 2025; 13(8): 105.
https://www.mdpi.com/2079-6439/13/8/105 Open Access
-
Yuan W. Effect of Fiber Diameter and Web Porosity on Breathability of Nanofiber Mats at Various Test Conditions. Master of Science Thesis 2014 The University of Texas at Austin.
▲ Close list