Electrospinning of polymer melt has always been considered as a way increase fiber output and to eliminate the health risk posed by solvent based electrospinning [Hutmacher and Dalton 2011]. Melt electrospinning is also required for some important industrial polymers such as polyethylene and polypropylene which do not dissolve easily in solvents. Early research in melt electrospinning could only yield fibers very much in the tens of micron diameter range. However, given the relatively low output of electrospinning, this process is not competitive as conventional mechanically drawn fibers are able come down to the same range.
SEM images of 3D melt printed PCL deposited in 120 degree turns taken at A) low magnification and B) higher magnification. C) SEM image of 3D melt printed PCL deposited in 90 degree turns. Images courtesy of Prof Paul Dalton.
While electrospun polymer melt fibers are usually more than a micron in diameter, there has been some success in reducing the diameter down to below one micron. Similar to solution electrospinning, high viscosity of the polymer melt is the main contributing factor to the general large diameter of the resultant fibers. The viscosity is so high that a long stable jet is formed from the spinneret tip to the collector and the lack of bending instability and corresponding short jet path resulted in less stretching on the spinning jet. Once the polymer is sufficiently melted, further increase in heating temperature to reduce the viscosity does not have significant effect on the fiber diameter [Ogata et al 2007]. However, in a study by Ko et al (2013), increasing the temperature for melting polycaprolactone for electrospinning increases the fiber diameter. Contrary to common understanding, they attributed the increase in fiber diameter to reduction of the melt viscosity. Ko et al (2013) reported more resin being drawn from the syringe as a result of the reduction of melt viscosity and this was evident from faster spinning speed. However, with proper control of resin drawing during electrospinning, fiber diameter should decrease with lower viscosity. Care must also be taken to avoid overheating the polymer to the extent of degradation or decomposition of the material. It has been demonstrated that the addition of viscosity reducing additive such as Irgatec CR 76 for polypropylene was able to significantly reduce fiber diameter to less than 1 micron [Dalton et al 2007]. Poly(ethylene glycol) has also been demonstrated to be an effective plasticizer for reducing the diameter of electrospun poly(lactic acid) melt. The effect of the plasticizer was more significant in diameter reduction compared with increasing spinning temperature. A 5% addition of PEG was able to reduce electrospun PLA diameter from 25 um to 10 um [Yoon et al 2013].
Additives are often during polymer processing to obtain certain properties in the final product and improve its ease of processing. Two important material properties that affect melt electrospinning process are viscosity and conductivity. Although viscosity is influenced by the molecular weight and structure of its molecular chain, it may also be altered by having additives. Conductivity of the polymer melt may also be improved by having additives. Nayak et al (2013) investigated the effect of viscosity and conductivity on melt electrospinning of polypropylene (PP). Rheology modifiers, poly(ethylene glycol) (PEG) and poly(dimethyl siloxane) (PDMS) and ionic salt in the form of sodium oleate (SO) was added to determine their effect on melt electrospinning. Both PEG and PDMS were able to reduce the shear viscosity of the PP melt and finer fiber diameters were produced. However, the uniformity of the fiber diameter was not as good as with the addition of sodium oleate (SO). Although SO increases the viscosity of the PP melts, it was able to produce fibers that are finer than PEG and PDMS additives. The smallest fiber diameter was obtained for 7 wt% of SO. More than this, the fiber diameter increases and it can be attributed to a larger Taylor cone formed. In agreement with the study by Nayak et al (2013), Chen et al (2014) demonstrated the effect of salt additives by electrospinning polypropylene (PP) mixed with either stearic acid or sodium stearate by compounding. With 8 to 10 wt% of the additives, the electrospun PP fiber diameter was reduced from more than 5 µm to less than 2 µm. Malakhov et al (2020) showed that with the addition of sodium sodium stearate, the viscosity of PP melt decreases while conductivity of the melt increases. This significantly reduces the diameter of melt electrospun PP from a range of 10 to 65 µm to 2 to 10 µm. However, with just 3% sodium stearate, the water contact angle of the melt electrospun membrane reduces from 103° to 79° despite having a smaller fiber diameter. The sodium stearate did not leach out from the fiber matrix despite immersion in water as shown by the water contact angle remaining unchanged. However, higher concentration of the additives reverses the trend leading to larger fiber diameter. Polar additives are heavily influenced by the electric field and this generates a greater stretching force on the electrospinning molten polymer which reduces the fiber diameter. However, at higher concentration of additives, agglomeration may takes place resulting in less uniform distribution and lower stretching force across the electrospinning jet length which leads to larger fiber diameter.
Since melt electrospinning does not require the use of solvents, it is considered a more environmentally friendly way of producing thinner fibers. To improve the environmental sustainability of this process, naturally derived polymers and additives may be selected for production of fibers. Koenig et al (2020) examined the use of biobased dyes, alizarin, hematoxylin and quercetin as conductive additives to reduce the diameter of polylactic acid (PLA) fibers produced by melt electrospinning. All three biobased additives were able to reduce fiber diameter compared to pure melt electrospun PLA. The three additives had different influences on PLA properties and hence the mechanism of diameter reduction. The greatest diameter reduction was produced using 2% (w/w) hematoxylin which reduced the average fiber diameter by 77% with a fiber diameter of 16 µm. It was found that at the melt spinning temperature of 275 °C, there is degradation of the polymer with hematoxylin and the reduced molecular weight favoured the reduction in fiber diameter. For alizarin, its addition increases the viscosity of the PLA melt and a plasticizer was added to mitigate it. Alizarin increases the conductivity of the PLA and the resultant combination produces a diameter reduction to 24 µm, a 63% diameter reduction. Finally, with the addition of quercetin, it reduces the melt viscosity but has limited influence on the electrical conductivity. A melt fiber diameter of 37 µm was collected.
The effect of tip to collector distance on fiber diameter depends on the electric field strength and the allowable stretch at the given distance. Some reports that suggest that tip to collector distance has little influence on fiber diameter [Ogata et al 2007; Brown et al 2014]. Sarwar et al (2019) showed in their melt electrospinning of poly(ether-block-amide) (PEBA), at a tip to collector distance from 20 to 60 mm, melt electrospun PEBA fiber diameters decreased from 12.5 to 5 µm. This is probably due to the longer distance and travel time allows greater stretching of the spinning jet. However, further increase of the distance to 100 mm led to an increase in fiber diameter to 7.5 µm. This is due to a reduction in electrostatic field strength and jet solidification before reaching the collector. Other studies also showed increasing fiber diameter with greater tip to collector distance while maintaining the same applied voltage [Fang et al 2012; Sarwar et al 2019].
When the tip to collector distance is kept constant and the applied voltage increases, fiber diameter tends to decrease due to increased electrostatic stretching force [Ko et al 2013; Brown et al 2014; Sarwar et al 2019]. However, Sarwar et al (2019) reported that beyond an optimal voltage, fiber diameter starts to increase. A possible reason for this is that higher voltage increases the acceleration of the electrospinning jet. When the distance is insufficient for complete stretching of the jet, the reduced spinning duration causes the fiber to hit the collector prematurely.
Similar to solution electrospinning, increasing nozzle diameter has been shown to increase the fiber diameter in electrospinning melt. The impact of nozzle diameter on melt electrospun fibers may be more significant than solution electrospinning due to its inherent higher viscosity. When the nozzle diameter is too small, extruded melt for electrospinning may not be consistent. At the higher end of nozzle diameter, electrospun melt may not display jet splitting as found in solution electrospinning and this will lead to a significant increment in fiber diameter. Ko et al (2013) showed that when the nozzle diameter increased from 150 µm to 1.7 mm, electrospun melt polycaprolactone fiber diameter increased from 10 µm to 220 µm.
An important parameter that was found to significantly affect melt electrospinning is the molecular weight of the polymer. Lower molecular weight polymer melt was found to result in a corresponding reduction in fiber diameter. The greater chain entanglement of a higher molecular weight polymer is likely to afford greater resistance to electrostatic stretching and pulling [Lyons et al 2004]. Lower molecular weight polymers may be added to the core melt electrospinning material to facilitate the process. Hochleitner et al (2017) investigated the potential of constructing a scaffold using poly(lactide-block-ethylene glycol-block-lactide) (PLA-PEG-PLA) triblock copolymers via melt electrospinning writing. However, using only the triblock copolymers, the fibers exhibited inhomogeneous diameter. To improve the electrospun fibers outcome, PLA with Mw, 18-28 kg·mol-1 was added. With increasing PLA content, the melting temperature of the melting temperature of the feed polymer decreases. Comparing blend ratio of 5wt%, 10wt% and 20wt% of PLA into the triblock copolymers and its effect on output fiber quality, a 10wt% PLA led to the most uniform fiber diameter.
Tacticity of the polymer was also found to influence fiber diameter due to its effect on polymer molecule crystallization and arrangement [Lyons et al 2004]. Zhmayev uses heated gas to facilitate the elongation and thinning of the electrospinning jet. The spinneret consists of an inner nozzle for the polymer melt and an outer nozzle where the heated gas is blown out. This resulted in a 20-fold decrease in fiber diameter from over 60 microns to below 3 microns [Zhmayez et al 2010]. Doping the melt with salt additive to enhance its conductivity has also been shown to be very effective in reducing the diameter of melt electrospun fibers to less than a micron [Fang et al 2012].
To stretch fibers to smaller diameter, the elongation force needs to be strong enough to overcome the viscoelasticity of the melt which increases as it solidifies. The addition of salt to increase the conductivity of the polymer melt would certainly increase the strength of the elongation force under the electric field during electrospinning. Another method is to reduce the rate of solidification. Daenicke et al (2019) used a variety of additives to alter the viscosity and conductivity of polypropylene(PP). First low molecular weight was added to higher molecular weight PP. This mixture will have better flow rate than using high molecular weight PP. Irgastat® P 16 and sodium stearate were added to improve conductivity of PP. Finally electrospinning was carried out in a climate controlled chamber where the temperature of the environment was varied from room temperature to 120°C. At temperature of 20°C, the melt electrospun fibers have a diameter of 2700 nm. At optimum temperature of 100°C, fiber diameter of 388 nm was electrospun. Going beyond this temperature at 120°C, beads began to form with fiber breakages. With optimum electrospinning condition and environment temperature of 100°C, Daenicke et al (2019) was able to bring the median fiber diameter of melt electrospun PP fibers to 210 nm.
Reduction in the mass flow rate was also found to significantly reduce the diameter of PLA fiber [Yoon et al 2013] and polycaprolactone [Brown et al 2014] while this effect is less apparent for solution electrospinning. The reduction in fiber diameter for melt electrospinning has been attributed to smaller Taylor cone formation when the flow rate is reduced [Yoon et al 2013]. With increasing flow rate, the voltage applied needs to increase to provide sufficient drawing force on the ejected melt [Brown et al 2014].
Hochleitner et al (2015) was able to produce polycaprolactone fibers with diameter of about 800 nm without the need of having additives in the polymer. This is achieved with voltage of 2.9 kV, collector distance of 1.5 mm, heating temperature at spinneret of 84 °C and molecular weight 83×103g/mol.
Melt electrospinning has not been as widely investigated as solution based electrospinning partly due to the need for heating mechanism to melt the polymer. To eliminate the need for maintaining a reservoir of melted polymer, researchers have turned to using laser beams to melt the tip of a polymer rod for electrospinning [Ogata et al 2007]. While a high voltage is applied to the rod, only the tip that has been melted will give rise to the electrospinning jet.
Tokuda et al (2022) demonstrated the use of lasers in the electrospinning of poly(ethylene terephthalate) (PET). A melt-spun PET filament passing into a nozzle was used as the feed material. A CO2 laser beam focusing on the filament tip emerging from the nozzle tip melted the filament while a high voltage was applied to the nozzle. The resultant electrospun fibers have a diameter of about 1. 6 µm. Biaxial stretching followed by annealing at 116 °C for 5 minutes was used to reduce the diameter of the fibers to 1 µm.
Needleless electrospinning using a disk has also been used to increase the throughput of the process [Fang et al 2012]. Since the disk is used to maintain the polymer in molten phase, its thermal conductivity and dimension has a profound influence on the fabricated fibers. In their experiment, aluminum disk with a smaller diameter (about 30 mm) was able to yield finer fibers compared with iron disk and larger diameter disk. .
Disk needleless electrospinning concept used by Fang et al (2012).
Using laser to melt the polymer feed-rod for electrospinning.
A limitation of melt electrospinning is the general low feed-rate of less than 0.1 ml/h [Dalton et al 2007] which is about 1 to 2 orders of magnitude lower than solution electrospinning for nozzle-based spinning. However, since the spinning fluid comprises solely of the polymer compared with solution electrospinning where the solvent makes up the bulk of the solution, the production rate of the fibers in terms of mass will be greater in melt electrospinning.
A challenge in building a melt electrospinning setup is the separation of the heating element from the high voltage. Any contact between the high voltage and the heating element may potentially damage the heating device. While laser beams may be used as a form of contactless heating of the polymer rod, they are a hazard and expensive. Qin et al (2014) constructed a melt electrospinning setup with a commercially available heat gun as the source of heat for melting the polymer. The heat gun works by blowing heated gas and this can be directed at the polymer source. Given that electroblowing is already a combination of electrospinning and gas jet, a heated gas jet can be easily incorporated. In the setup by Qin et al (2015), the output of the heat gun is behind the spinneret such that the blowing hot air is in the same direction as the electrospinning jet. A scaled up version of this concept has been demonstrated by Bubaikir et al (2014). For initiation of electrospinning, the key requirement is to have a sufficiently high potential difference between the tip and collector. Creating this potential difference need not come from charging the tip. Charging the collector will also create this potential difference. Koenig et al (2019) was able to build a mass production setup by charging a high voltage to the collector and heating the polymer at the tip. By having the heating element at the electrospinning tip, they eliminate the possibility of the polymer solidifying and clogging the needle tip.
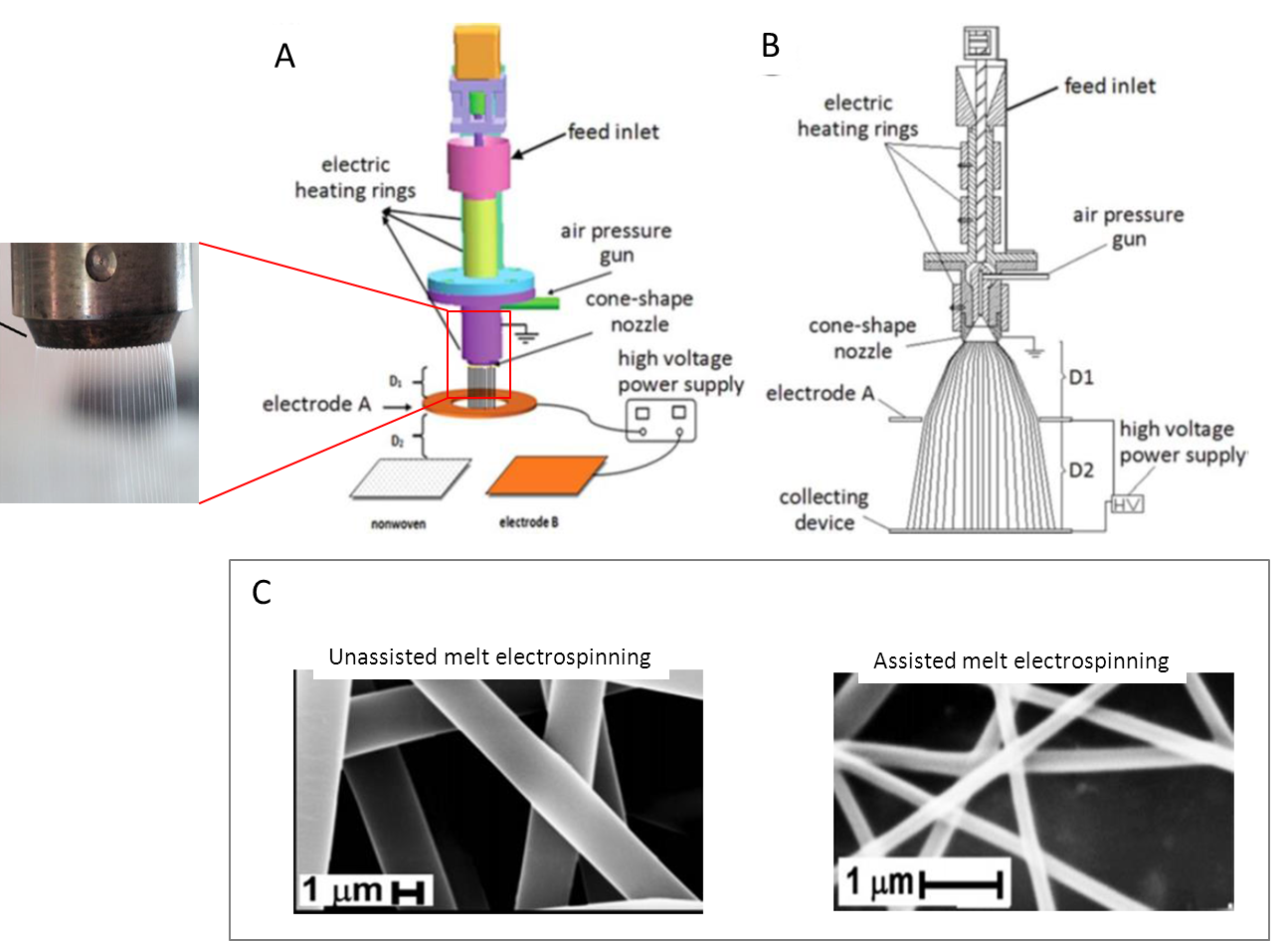
A development in mass production melt electrospinning is to use hot air to facilitate fiber drawing. In the setup by Bubaikir et al (2014) as shown below, the electrode supplying the high voltage is separated from dispensing unit to prevent interference of the high voltage with the heating element and dispensing unit. The molten polymer was ejected from the nozzle and passes through the charged ring electrode which initiated the electrospinning process. Using polypropylene, the hot air assisted electrospinning was able to reduce the fiber diameter from a range of 1 - 2 µm to 0.2 - 0.8 µm [Bubaikir et al 2014]. This setup was able to achieve a melt flow rate of 12 kg/h. Assuming no loss in the raw material, this yield is much higher than any other reported electrospinning mass production. To reduce the diameter of melt electrospun fibers, the first step is to use additives such as stearic acid or lower molecular weight polymer to improve its shear flow. However, to bring the diameter further down to the nanometer dimension, modification of the setup is often necessary. The use of airflow has been shown to facilitate this process. To further increase stretching of the electrospinning jet, Chen et al (2019) employed a multi-stage electric field setup. In their setup, the spinneret was earthed so that there is no contact between the high voltage and the heating element. High voltage was instead applied to a ring electrode positioned at a short distance from the spinneret outlet. The collector was given a higher voltage to exert a greater stretching force on the electrospinning jet. Combining the addition of stearic acid, incorporation of airflow and multi-stage electric field setup, Chen et al (2019) was able to melt electrospun polypropylene down to an average diameter of 256 nm.
Schematic of the hot air assisted melt electrospinning setup with the [A] 3D design, [B] side view and [C] comparison of the fiber diameter without (1 to 2 µm) and with (0.2 to 0.8 &mmicro;m) hot air assistance.
[Bubakir et al. IOP Conf. Ser.: Mater. Sci. Eng. 2014; 64: 012052. doi:10.1088/1757-899X/64/1/012052. This work is licensed under a Creative Commons Attribution 3.0 Unported License.]
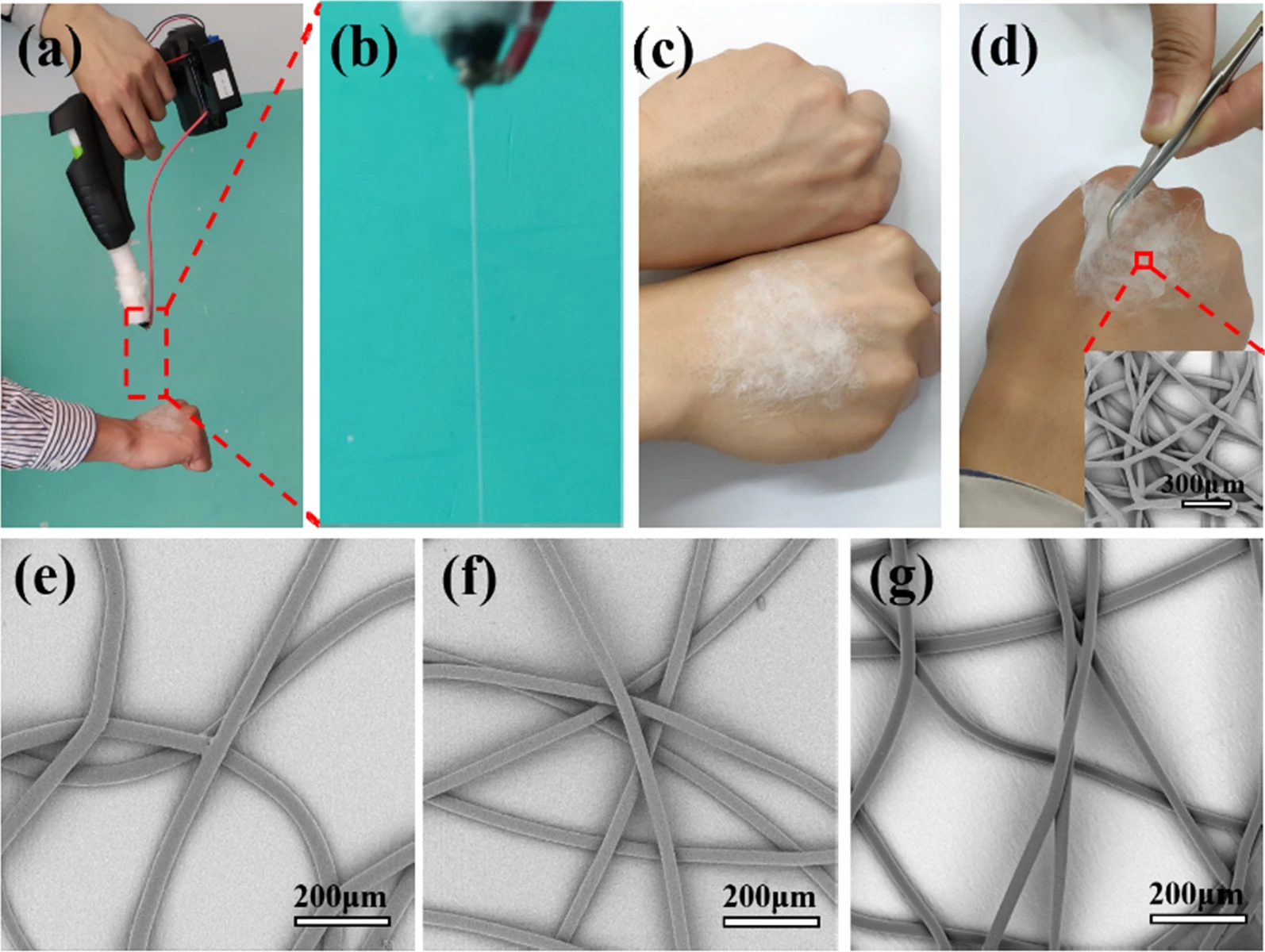
Another development of melt electrospinning is the construction of a portable melt electrospinning device. However, the challenge is to insulate the heating element from the high voltage. In a laboratory setup, it is possible to physically isolate the heating element from the high voltage. In a portable device, the space constraints means that both parts will be at close proximity to one another. A unique material which has excellent heat conductivity but electrically insulating property is the key to construct a portable melt electrospinning device. This allows the heat to be conducted close to the nozzle tip where the high voltage is applied while insulating the heating element from the high voltage source. Aluminum nitride (AlN) is one such material with good electrical insulation and heat transfer capacity. Zhao et al (2020) showed that with an AlN tube to conduct the heat within the setup, they were able to melt electrospin poly(lactic acid) (PLA), poly(lactic-co-glycolic acid) (PLGA), polycaprolactone (PCL), and hot-melt adhesive. The device was tested on a mouse for direct fiber deposition on a cut wound. The PCL fiber mesh that melted electrospun on the wound was able to prevent blood from spilling out.
Optical pictures showing the process of melt e-spinning PCL fibers directly onto the skin producing by the hand-held melt e-spinning apparatus in 5 min and SEM images of fibers with various polymer materials produced by the hand-held melt e-spinning apparatus to further test the performances of the apparatus. (a) The apparatus was operated by one hand and the other hand receives the PCL fibers. (b) Magnified view of spinning jet. (c) Comparison of two hands with or without fiber membrane. (d) The picture shows the e-spun fiber membrane has good flexibility and the inset SEM picture is the e-spun fibers. e PLA fibers. f PLGA fibers. g hot-melt adhesive fibers [Zhao et al 2020].
Since melt electrospinning requires heating the polymer to its melting point, it is important to understand the thermal characteristic of the polymer. Poly-L-lactic acid (PLLA) is a common polymer used for implantable medical scaffolds with a melting point of 210°C. With a melt electrospinning temperature of 245°C, it was found that the PLLA has undergone significant thermal degradation of its molecules [Liu et al 2012]. A method of reducing thermal decomposition is through the addition of antioxidant. The antioxidants are able to arrest radicals formed at high temperature. Antioxidant 1010 was found to be effective at reducing thermal decomposition of PLLA during melt electrospinning [Liu et al 2012].
Melt electrospinning is not restricted only to polymer. Inorganic material such as glass may also be melt electrospun if the temperature at the nozzle is able to reach its melting point. Praeger et al (2012) was able to fabricate nanoscale glass fiber by electrospinning heating boron oxide (B2O3 to 850°C which is well above its melting point of 450°C. At this temperature, viscosity of the melt is between 15 and 26 Pa x s which is lower than electrospinning viscosity of polymer melt. With a tip to collector distance of just 10µm, a low voltage of 500 V was sufficient to initiate electrospinning. Glass fiber with diameter between 25 and 250 nm can be collected which is lower than typical electrospun polymer melt.
Fibers from melt electrospinning may perform most of the functions that is available from conventional solution electrospinning such as drug delivery. Since a high temperature is needed to melt the polymer for electrospinning, it is essential that the additives will not degrade at the melting temperature of the polymer. Lian and Meng (2017) demonstrated the potential use of PCL melt electrospun fibers for delivery of daunorubicin hydrochloride (DHCl), an antitumor drug. The drug loaded PCL was prepared by heating and melting the polymer and mixing the drug (10 wt%) into the molten polymer. The mixture was maintained at molten state for electrospinning. The resultant release characteristic of the drug loaded PCL electrospun fibers showed no initial burst release in PBS solution which is common in solution based drug loaded electrospun fibers. With the loaded drug significant inhibition of HeLa and glioma cells (U87) in vitro were observed.
Youtube video on melt electrospinning
Comparing the resultant fibers between melt and solution electrospinning, much of the difference if any is probably due to the size effect. Using poly(ether-block-amide) (PEBA), Sarwar et al (2019) compared the characteristics of the fibers from melt and solution electrospinning. Fiber diameters from melt electrospinning are mostly below 10 µm while solution electrospun fibers range from 0.5 to 0.8 µm. Both melt and solution electrospun fibers retains the same chemical composition as its raw form and thermal degradation temperature are the same. In terms of water contact angle, membranes made from the smaller diameters of solution electrospun fibers generally showed higher water contact angle while the membrane from the larger diameters of melt electrospun fibers showed significantly lower water contact angle. The study showed that membranes from the largest diameter of solution electrospun fibers at about 0.8 µm has the same water contact angle of 120 ° as the membrane from the smallest diameter of melt electrospun fibers at 1 µm. In terms of crystallinity, raw PEBA and melt electrospun PEBA fibers have the same diffraction peak (2θ = 20°) but there is a slight shift in the peak (2θ = 17°) in solution electrospun fibers probably due to the higher molecular chain orientation within smaller diameter fibers.
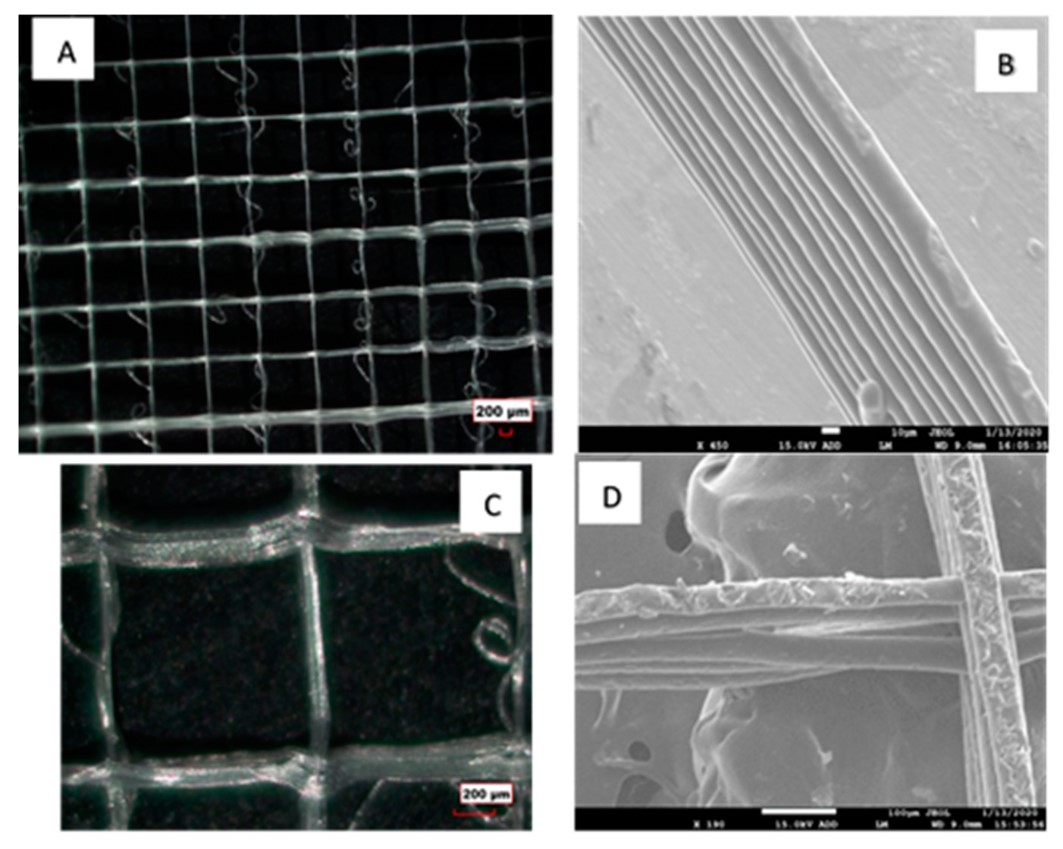
Application of melt electrospun fibers will be similar to solution based electrospun fibers although there may be some differences in its properties. Conventional solution electrospun fibers have been used in the construction of composites. Agarwal et al (2020) investigated the use of melt electrospun polycaprolactone (PCL) in a polyvinyl alcohol (PVA) matrix. They were able to create an ordered cross-ply structure made of melt electrospun fiber with diameter 30 µm which is then embedded in a PVA matrix. Unlike solution electrospun nonwoven sheets, this melt electrospun cross-ply structure are fused at the fibers cross over point. This gives it better structural rigidity to reinforce the softer matrix. PVA/PCL composite with the melt electrospun PCL structure showed four and five times greater specific toughness and specific strength respectively compared to pure PVA.
(A) Optical microscope image of the polycaprolactone (PCL) fibers printed as grid structures using melt electrospinning writing method; (B) scanning electron microscope (SEM) image of the cross-section of the grid structure (scale bar 10 µm). The fibers are deposited on top of each other in a controlled manner; (C) optical microscope image of the PCL fibers demonstrating the cross-over points of the grid structures; and (D) SEM image demonstrating the surface morphology of the fibers (scale bar 100 µm) [Agarwal et al 2020].
The requirement of high temperature for melt electrospinning does not hinder the development of functionalized fibers. In the production of fibers with antibacterial properties using melt electrospinning, antibacterial additives that are able to tolerate higher temperature have been used. Li et al (2020) demonstrated the melt electrospinning of polypropylene (PP) with nano-ZnO particles as the antibacterial agent. Inorganic nanoparticles are suitable for blending into melt electrospinning polymers as they are able to tolerate higher temperature without loss of functionality. However, unlike solution electrospinning, a pelletizer or similar machine needs to melt the polymer and mix the inorganic additives into it prior to electrospinning. The resultant melt electrospun PP/ZnO fibers have an average diameter of 16 µm and was shown to inhibit Escherichia coli and Staphylococcus aureus. The inhibition mechanism of ZnO was thought to come from the release of Zn2+ which reacts with water to form oxidative radicals. These oxidative radicals would in turn attack the body of microorganisms thus killing them.
Published date: 27 April 2013
Last updated: 29 November 2022
Agarwal K, Sahay R, Baji A. Tensile Properties of Composite Reinforced with Three-Dimensional Printed Fibers. Polymers 2020, 12(5), 1089.
Open Access
Brown T D, Edin F, Detta N, Skelton A D, Hutmacher D W, Dalton P D. Melt electrospinning of poly(ε-caprolactone) scaffolds: Phenomenological observations associated with collection and direct writing. Materials Science and Engineering C 2014 Ahead of print
Bubakir M M, Li H, Wu W, Li X, Ma S, Yang W. Applications of web produced by hot air assisted melt differential electrospinning method. IOP Conf. Series: Materials Science and Engineering 2014; 64: 012052.
Open Access
Chen M, Zhang Y, Li H, Li X, Ding Y, Mahmoud M B, Yang W. An example of industrialization of melt electrospinning: Polymer melt differential electrospinning. Advanced Industrial and Engineering Polymer Research 2019 Article in press.
Open Access
Chen Z, He J, Zhao F, Liu Y, Liu Y, Yuan H. Effect of polar additives on melt electrospinning of non-polar polypropylene. J Serb Chem Soc 2014; 79: 587.
Daenicke J, Lämmlein M, Steinhübl F, Schubert D W. Revealing key parameters to minimize the diameter of polypropylene fibers produced in the melt electrospinning process. e-Polymers 2019; 19: 330.
Open Access
Dalton P D, Grafahrend D, Klinkhammer K, Klee D, Moller M (2007) Electrospinning of polymer melts: Phenomenological observations. Polymer 48 pp. 6823 - 6833
Fang J, Zhang L, Sutton D, Wang X, Lin T. Needleless Melt-Electrospinning of Polypropylene Nanofibres. Journal of Nanomaterials 2012; 9: 382639.
Open Access
Hochleitner G, Jungst T, Brown T D, Hahn K, Moseke C, Jakob F, Dalton P D, Groll J. Additive manufacturing of scaffolds with sub-micron filaments via melt electrospinning writing. Biofabrication 2015; 7: 035002.
Open Access
Hochleitner G, Kessler M, Schmitz M, Boccaccini A R, Tebmar J, Groll J. Melt electrospinning writing of defined scaffolds using polylactide-poly(ethylene glycol) blends with 45S5 bioactive glass particles. Materials Letters 2017; 205: 257
Open Access
Hutmacher D W, Dalton P D (2011) Melt Electrospinning. Chem. Asian J. 6 pp. 44.
Ko J, Mohtaram N K, Lee P C D, Willerth S M, Jun M B. Parametric Studies of Melt Electrospinning Poly-e- (caprolactone) Fibers for Tissue Engineering Applications. 8th ICOMM 2013, March 25 - 28, pg 526.
Koenig K, Beukenberg K, Langensiepen F, Seide G. A new prototype melt-electrospinning device for the production of biobased thermoplastic sub-microfibers and nanofibers. Biomaterials Research 2019; 23: 10.
Open Access
Koenig K, Balakrishnan N, Hermanns S, Langensiepen F, Seide G. Biobased Dyes as Conductive Additives to Reduce the Diameter of Polylactic Acid Fibers during Melt Electrospinning. Materials (Basel) 2020; 13: 1055.
Open Access
Li Q S, He H W, Fan Z Z, Zhao R H, Chen F X, Zhou R, Ning X. Preparation and Performance of Ultra-Fine Polypropylene Antibacterial Fibers via Melt Electrospinning. Polymers (Basel). 2020; 12(3): 606.
Open Access
Lian H, Meng Z. Melt electrospinning of daunorubicin hydrochloride-loaded poly (ε-caprolactone) fibrous membrane for tumor therapy. Bioactive Materials 2017 Article in press.
Open Access
Liu Y, Zhao F W, Zhang C, Zhang J M, Yang W M. Solvent-free preparation of poly(lactic acid) fibers by melt electrospinning using an umbrella-like spray head and alleviation of the problematic thermal degradation. J. Serb. Chem. Soc. 2012; 77: 1071.
Open Access
Lyons J, Li C, Ko F. Melt-electrospinning part I: processing parameters and geometric properties. Polymer 2004; 45: 7597.
Malakhov S N, Dmitryakov P V, Pichkur E B, Chvalun S N. Nonwoven Materials Produced by Melt Electrospinning of Polypropylene Filled with Calcium Carbonate. Polymers (Basel). 2020; 12(12): 2981.
Open Access
Nayak R, Padhye R, Kyratzis I L, Truong Y B, Arnold L. Effect of viscosity and electrical conductivity on the morphology and fiber diameter in melt electrospinning of polypropylene. Textile Research Journal 2013; 83: 606.
Ogata N, Yamaguchi S, Shimada N, Lu G, Iwata T, Nakane K, Ogihara T. Poly(lactide) Nanofibers Produced by a Melt-Electrospinning System with a Laser Melting Device. J Appl Polym Sci 2007; 104: 1640.
Praeger M, Saleh E, Vaughan A, Stewart W J, Loh W H. Fabrication of nanoscale glass fibers by electrospinning. Applied Physics Letters 2012; 100: 063114.
Qin C C, Duan X P, Wang L, Zhang L H, Yu M, Dong R H, Yan X, He H W, Long Y Z. Melt electrospinning of poly(lactic acid) and polycaprolactone microfibers by using a hand-operated Wimshurst generator. Nanoscale 2015 Article in press
Sarwar Z, Krugly E, Danilovas P P, Ciuzas D, Kauneliene V, Martuzevicius D. Fabrication and characterization of PEBA fibers by melt and solution electrospinning. Journal of Materials Research and Technology 2019; 8: 6074.
Open Access
Tokuda T, Tsuruda R, Hara T, Hou Z, Kobayashi H, Tanaka K, Takarada W, Kikutani T, Hinestroza JP, Razal JM, Takasaki M. Planar or Biaxial Stretching of Poly(ethylene terephthalate) Fiber Webs Prepared by Laser-Electrospinning. Materials. 2022; 15(6):2209.
Open Access
Yoon Y I, Park K E, Lee S J, Park W H. Fabrication of Microfibrous and Nano-/Microfibrous Scaffolds: Melt and Hybrid Electrospinning and Surface Modification of Poly(L-lactic acid) with Plasticizer. BioMed Research International 2013; 309048.
Open Access
Zhao Y T, Zhang J, Gao Y, Liu X F, Liu J J, Wang X X, Xiang H F, Long Y Zl. Self-powered portable melt electrospinning for in situ wound dressing. J Nanobiotechnol 2020; 18: 111.
Open Access
Zhmayev E, Cho D, Joo Y L (2010) Nanofibers from gas-assisted polymer melt electrospinning. Polymer 51 pp. 4140.
Review articles
Muerza-Cascante M L, Haylock D, Hutmacher D W, Dalton P D. Melt Electrospinning and Its Technologization in Tissue Engineering. Tissue Engineering: Part B 2014 Ahead of print
Technological advances in electrospinning of nanofibers.
Open Access
Wee-Eong Teo and Seeram Ramakrishna. A Review on Electrospinning Design and Nanofibre Assemblies. Nanotechnology 2006, vol 17 pg. 89-106.