Pros:
- Easy maintenance
- No clogged orifices
- High volume output
Cons:
- Relatively more expensive equipment required.
- Fibers may be non-continuous.
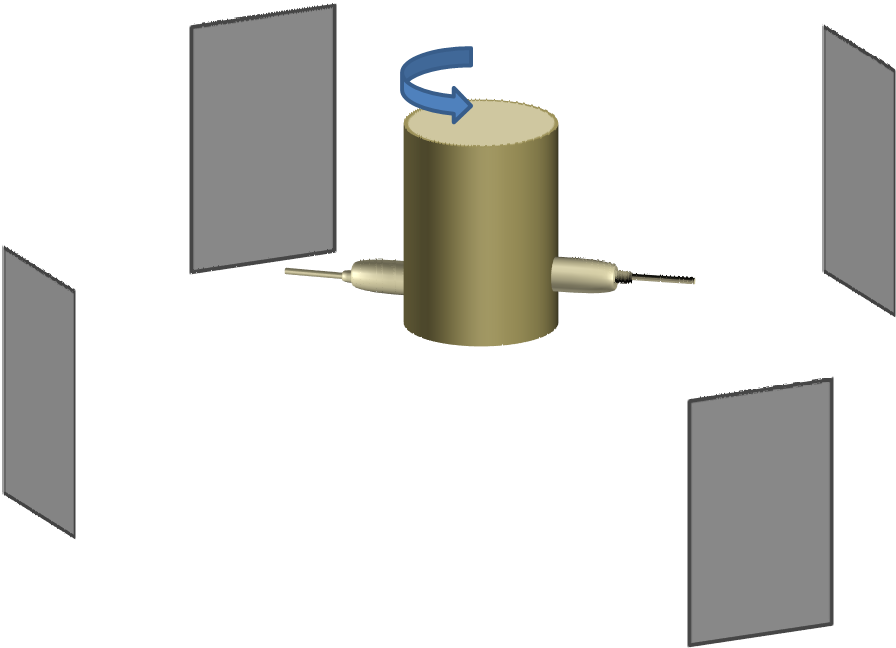
In centrifugal electrospinning, the force contributing to the stretching of the solution drop into fibers are a combination of the centrifugal force and the electrostatic force. Without the application of high voltage, pure centrifugal spinning of fibers require the spinneret to rotate at thousands of rpm. However, in centrifugal electrospinning, the rotation speed can be reduced to 300 to 600 rpm [Liu et al 2013]. With the introduction of centrifugal force, a lower voltage is required to overcome the surface tension of the solution to initiate electrospinning. The combination of mechanical rotation and the reduced voltage makes this a very effective method for fabricating aligned nanofibers [Liu et al 2013, Dabirian et al 2011, Edmondson et al 2012VR]. Highly aligned polystyrene nanofibers have been constructed using an applied voltage of 3 kV with a low rotation speed of 420 rpm [Liu et al 2013] as show in figure 1. Dabirian et al (2011) showed that with high rotation speed of more than 6000 rpm, the centrifugal-electrospun polyacrylonitrile solution jet travelled in a straight path towards the collector. Faster solvent evaporation of centrifugal electrospinning has also been credited for the observation of stable jet [Dabirian et al 2011].
Liao et al (2010) was able to reduce the perturbation in the electrospinning bisphenol A polycarbonate (BPAPC) with a rotation speed of 1800 rpm and an electrostatic field of 25 kV to fabricate aligned fibers. They also found that BPAPC nanofiber electrospun with centrifugal force displayed partial crystallinity while electrospun BPAPC nanofiber electrospun without centrifugal force was amorphous. It is yet unclear whether it is the centrifugal force or the dampening of perturbation that induces greater crystallinity.
In centrifugal electrospinning, the two main forces on the electrospinning jets are the centrifugal force from the rotation of the spinneret and the electrostatic force. However the contribution of either force on the quality of the fiber is still poorly understood. A study by Zeng et al (2021) suggested that a voltage between 10kV to 20kV is necessary to obtain good quality polyvinyl alcohol (PVA) fibers. Without applying any high voltage, poor quality fiber mat with many defects was obtained at 5000 rpm. At 7000 rpm, only thick fibers were produced. By applying 10 kV and a rotation speed of 6000 rpm, good quality fine fibers were obtained. High voltage facilitates the production of fine fibers by shaping the solution droplet to form a Taylor cone which makes it easier for the solution to be drawn into fine fibers. Without the application of high voltage, it is more challenging to attain the right balance of stretching and solvent vaporization to get fine fibers without any defects.
Parameters affecting conventional electrospinning may differ slightly from centrifugal electrospinning. Kancheva et al (2014) showed that the diameter of PAN fiber is affected by the distance between the nozzle tip and the collector. Comparing a tip to collector distance of 13 cm and 17 cm, the fiber diameter is reduced from 700 nm to 550 nm respectively. Unlike conventional electrospinning where the nozzle is stationary, centrifugal electrospinning exerts a centrifugal force on the solution as it leaves the nozzle. This increases the force that pushes the solution towards the collector which will reduce the flight duration of the electrospinning jet and hence the amount of stretch on the fibers. An increase in the distance between the tip and collector will increase the flight duration which gives the electrospinning jet a longer time for maximum stretching and thinning of the fibers. However, it can be anticipated that there will be a maximum distance and flight duration where the solution jet will be solidified and resist further stretching.
Multiple nozzles may be placed around the axis of rotation to increase the production rate of centrifugal electrospinning. Examining the mechanical strength of PAN membrane produced from one to four nozzles placed revealed differences in the stress and strain. Membrane fabricated from a single nozzle has higher ultimate tensile stress and lower strain. With more nozzles, the ultimate tensile stress decreases and higher strain was recorded. Kancheva et al (2014) attributed this to greater fiber entanglement when more nozzles are used. At a larger tip to collector distance, the ultimate tensile stress increases while the strain decreases [Kancheva et al 2014]. Such differences in tensile properties may be due to the degree of fiber alignment which is related to fiber entanglement as mentioned by Kancheva et al (2014). Greater fiber alignment will lead to higher ultimate tensile stress and lower strain when the load is applied in the direction of fiber alignment. With more nozzles arranged circumferentially, the fibers may have less opportunity for aligning before it collides with the fibers from neighboring nozzles. The degree of fiber alignment may also be affected by the distance between the nozzle tip and the collector as longer distance is known to increase fiber alignment in a rotating collector system. Unfortunately, it is not known whether there is any observable difference in the fiber alignment in the study.
The solution released in the air under the influence of the electric field will begin to stretch and form fibers on the collector. When the solution is released in the form of droplets, discontinuous fibers is expected while continuous fibers will be form if the solution is stretched from the spinning head instead.
In conventional electrospinning, the feed-rate is either controlled by the dispenser or self-propulsion from the charges on the jet. In centrifugal electrospinning, the rapid spinning of the solution dispensing head significantly increases the amount of solution that is released into the electrostatic field. Depending on the speed of rotation and the viscosity of the solution, the solution released into the air may be in the form of droplets or strands of solution [Angammana et al 2012].
The position of the collector relative to the rotating head has been shown to influence the quality of the resultant nanofibrous mesh. When the collector is placed at the edge of the rotating edge, artefacts in the form of patches of solidified polymer may be found on the mesh. Therefore, it was found that having the collector placed above the spinning head will prevent any expelled large solution droplets from depositing on the collector.
Using polyethylene oxide as the demonstration polymer, Peterson (2010) was able to achieve a nanofiber production rate of 6.5 mg/h/cm2. Important parameters that affect the production rate of nanofibers include voltage, head rotation speed, solution feed rate, distance between spinning head and collector, and solution concentration. It has also been used successfully for spinning polyacrylonitrile fibers. This technique has also been shown to be compatible with various collectors to get different nanofibrous structures, such as,
- Moving belt for collecting large surface area membrane
- Parallel collector electrodes for aligned fibers
- Parallel collector electrodes with one rotating electrode for fixed length twisted yarn
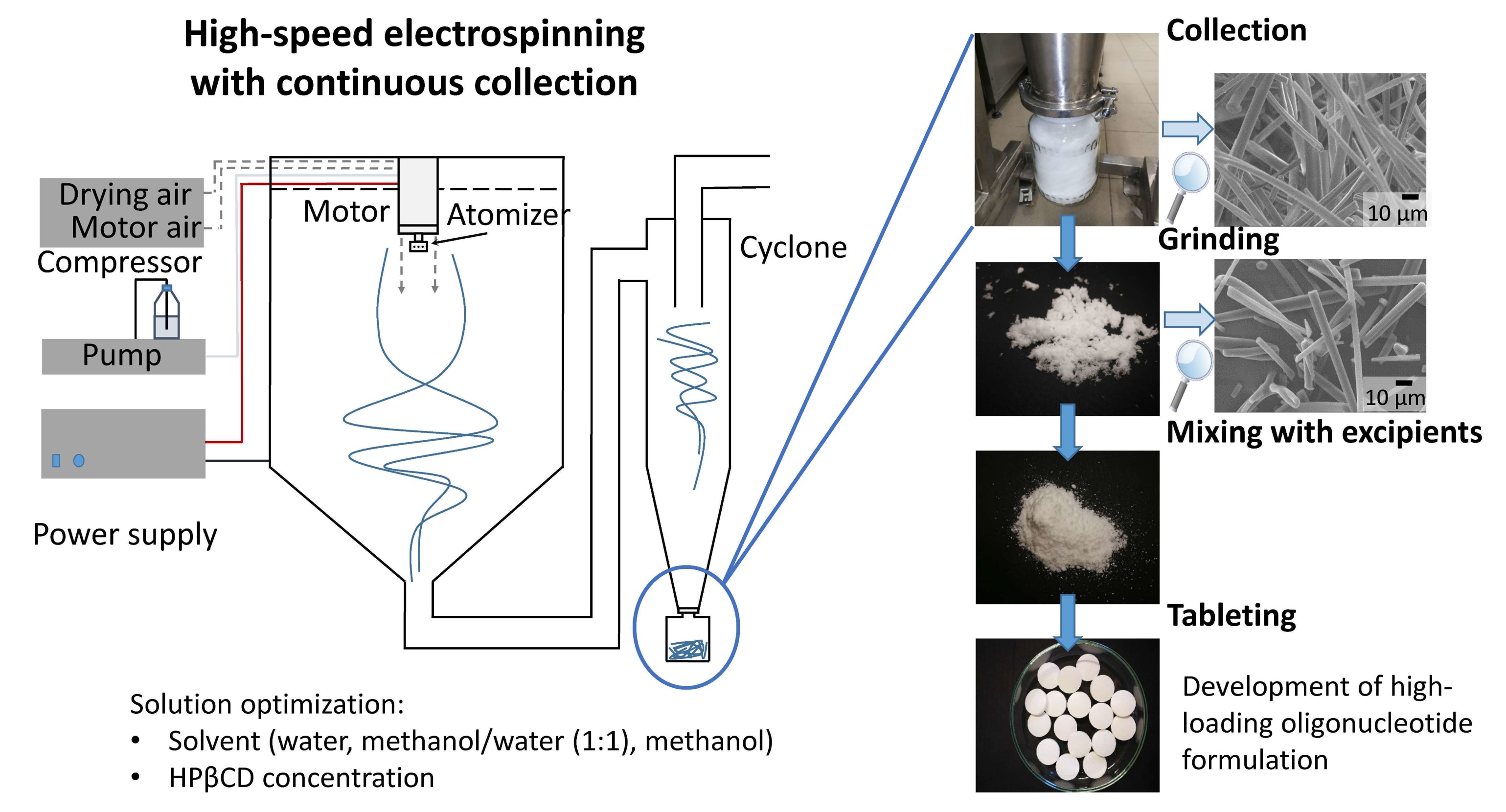
Centrifugal electrospinning with multiple orifices had been used in connection with a cyclone unit for collection of fibers in a vessel. In this setup Hirsch et al (2023) installed an air dry blower behind the spinneret so that the generated dry air helps to carry the electrospun fibers to the cyclone chamber which compacts the fiber into a glass bottle. This method was used to produce fibers containing antisense oligonucleotides (ASOs) with 2-Hydroxypropyl-beta-cyclodextrin (HPβCD) as the carrier and eventual milling and compression tableting into tablets. An advantage of using electrospinning to produce stable solid forms of sensitive biologicals including oligonucleotides is that it avoided freezing stresses caused by freeze drying. The setup used by Hirsch et al (2023) contained 8 orifices and the rotational speed of the spinneret was 10,000 rpm with an applied voltage of 40 kV. This was able to reach a production rate of ~330 g/h.
VR: Verification Required.Click here for verification procedure
Published date: 10 September 2013
Last updated: 14 May 2024
▼ Reference
- Angammana C, Jayaram S. A study of free surface electrospinning process to enhance and optimize the nanofibre production. Proceedings of the 2012 Electrostatics Joint Conference June. S12.
Open Access
-
Dabirian F, Ravandi S A H, Pishevar A R, Abuzade R A. A comparative study of jet formation and nanofiber alignment in electrospinning and electrocentrifugal spinning systems. Journal of Electrostatics 2011; 69: 540.
-
Edmondson D, Cooper A, Jana S, Wood D, Zhang M. Centrifugal electrospinning of highly aligned polymer nanofibers over a large area. Journal of Materials Chemistry 2012; 12: 18646.
-
Hirsch E, Nacsa M, Pantea E, Szabó E, Vass P, Domján J, Farkas A, Nyíri Z, Eke Z, Vigh T, et al. Oligonucleotide Formulations Prepared by High-Speed Electrospinning: Maximizing Loading and Exploring Downstream Processability. Pharmaceutics. 2023; 15(3):855.
Open Access
-
Kancheva M, Toncheva A, Manolova N, Rashkov I. Advanced centrifugal electrospinning setup. Materials Letters 2014; 136: 150.
-
Liao C C, Hou S S, Wang C C, Chen C Y. Electrospinning fabrication of partially crystalline bisphenol A polycarbonate nanofibers: The effects of molecular motion and conformation in solutions. Polymer 2010; 51: 2887.
-
Liu S L, Long Y Z, Zhang Z H, Zhang H D, Sun B, Zhang J C, Han W P. Assembly of Oriented Ultrafine Polymer Fibers by Centrifugal Electrospinning. Journal of Nanomaterials 2013; 713275.
Open Access
- Peterson C T. Hybrid Nanomanufacturing process for high-rate polymer nanofiber production. Master of Science Thesis, University of Nebraska 2010.
Open Access
-
Zeng J, Wang H, Chen R, Wu P, Chen X, Chen X, Qin L, Lan X, Zhang RG, Lin Z, Xu G. Preparation of low resistance fluffy ultrafine filter media by centrifugal electrospinning. AIP Advances 2021; 11: 095306.
Open Access
▲ Close list