Short strand fibers as opposed to continuous fibers from electrospinning are beneficial for some applications. There are added benefits when the nanofibers are used with a gel matrix. The most obvious would be the uniform distribution of short strand nanofibers which would be more difficult with 2D nanofibrous membranes. Since nanofibers have been shown to be beneficial in the adhesion and proliferation of cells, John et al (2023) used short strands electrospun poly(glycolide-co-lactide) (PGLA 90:10)/gelatin and poly-p-dioxanone (PDO)/gelatin fibers in a gelatin matrix for the construction of diabetic wound healing scaffold. To form macro-pores in the matrix, a 3D-printed alginate meshes was used as a sacrificial template and this was immersed in the gel containing the short strand fibers before freeze drying. Cross-linking was then carried out using glutaraldehyde (GA) vapor to stabilize the scaffold followed by the removal of the sacrificial template using ethylenediaminetetraacetic acid (EDTA) to create macro channels.
In biomedical applications, short strand fibers may be used as drug carriers for injection. Short strand fibers are also commonly used as reinforcement in the construction of composite as the resultant mechanical properties imparted differs from long strand reinforcements.
Yeh et al (2023) used short electrospun strand fibers in the construction of slippery liquid-infused porous surfaces (SLIPS) which are self-healing protective coating that consists of a porous scaffold infiltrated with a chemically resistant oil. Under normal conditions, the mixture of fibers and oil needs to be mechanical stable to hold the coating in place. However, when there is damage to the coating, the liquid oil would flow and cover the exposed surface and carry the electrospun fiber. If the fiber length is too short, the mechanical stability of the mixture is too low but if the fiber is too long, the fibers may not flow into the damaged area. Therefore, an optimum fiber length of a few millimeters and corresponding concentration is needed to achieve the desired viscoelastic property.
While there are some cases of direct electrospinning of short strand fibers, more often, post-spinning processes or modification to the electrospinning setup is required to produce short strand fibers.
Electrospinning generally forms long and continuous fibers. However, to produce short fibers directly from electrospinning is the most efficient method if obtaining short fibers is the objective. Luo et al (2011) was able to fabricate short polymethylsilsesquioxane (PMSQ) fibers from electrospinning with average aspect ratios in the range of 10 - 200. Interestingly, control of the fiber aspect ratio is through selection of solvent composition of the polymer solution and its molecular weight. Higher PMSQ molecular weight (Mw 7500) formed long continuous fibers where lower PMSQ molecular weight (Mw 4300) formed short fibers under the same spinning condition. Shorter fibers of aspect ratio 15 were formed when a mixture of 2-nitropropane and dimethylsulphoxide while longer fibers of aspect ratio of 31 were formed when a mixture of methanol and propanol was used for electrospinning lower PMSQ molecular weight [Luo et al 2011]. The inability to produce short strand fibers from higher molecular weight polymer is probably due to greater chain entanglement which prevents jet breakup into shorter strands. However, it was not immediately obvious on the reason why fiber aspect ratio is affected by the solvent composition. In a conference proceeding by Al-Hazeem et al (2016), they reported the in situ fabrication of short strand poly (ethylene oxide) (PEO)/polyaniline (PANI) nanofibers with length between 1.15 - 1.32 µm by electrospinning. Under scanning electron microscope, the nanorods have distinct circular cross-section which suggests brittle fracture. However, as this result was based on a single set of electrospinning parameters, it is not clear what the main reason for the nanorod formation is. In the solution preparation, PANI was dissolved in chloroform and PEO in water before mixing the two solutions at a PANI to PEO ratio of 1:3. While the electrospinning parameters did not seem extraordinary, the nanorod formation may be due to the solution mixture.
In electrospinning, the electrospinning jet typically travels across an air gap before it is deposited on a collector. However, it is also possible to have the electrospinning jet to travel through a non-polar solvent environment (eg. Hexane, cyclohexane) with the nozzle and collector submerged. Yoshida et al (2018) was able to produce poly(L-phenylalanine) (PolyPhe) rods using this setup. When the electrospinning jet is travelling through a poor solvent for the polymer, precipitation of the polymer occurs. The non-polar solvent may be spiked with the polymer solvent such that the rate of precipitation can be reduced. With higher ratio of polymer solvent, the diameter and length of the rod reduces. It is not clear why rods are produced in such an environment although it may be due to fracturing of the fiber as the jet travels through the solvent.
Given that electrospinning typically produces long fibers, post-spinning processes are generally required to shorten the fibers.
Technique to create patterned fibrous membrane may also be used to create short strand nanofibers. Surface chemical patterns technique comprising of microcontact printing, lithography and pattern-transfer has been successfully tested on electrospun membrane to create short strands of electrospun fibers [Shi et al 2009]. As this technique requires multiple steps to produce short strands fibers, other techniques have been developed to fabricate short strand nanofibers.
Polymers that chemically cross-linked in the presence of UV may be used to form short strand nanofibers with the use of a mask with slits [Stoiljkovic and Agarwal 2008]. For greater uniformity in the fiber length, aligned fibers should be used and a mask with slits perpendicular to the length of the fibers are used to shield part of the fibers. The slits allow UV to pass through and cross-link exposed part of the fibers. Appropriate solvents may be used to remove the non-cross-linked part. An advantage of this method is that the length of the fibers may be controlled by the width of the slits of the mask.
Chemical methods such as aminolysis have been successfully used to fabricate short strand nanofibers from continuous electrospun fiber by segmental degradation. Kim et al (2008) used aminolysis on poly(L-lactic acid) to form short semi-crystalline nanocylinders. The reaction causes the non-crystalline as-spun nanofibers to form stacked lamellar of semi-crystalline PLA fibers which were followed by traverse degradation and fragmentation of the gaps between lamellae to form uniformly shaped short strand fibers. A combination of chemical and mechanical method has also been used to fabricate short electrospun fibers. Heo et al (2017) combines aminolysis of electrospun poly(L-lactic acid) (PLLA) nanofibers and ultra-sonication to break the fibers into short nano-rods. They hypothesized that the ester groups (COO-) of PLLA reacted with the diamines of 1,6-hexamethylenediamine (HMDA) during aminolysis. This caused the amorphous region of the PLLA to degrade preferentially over the crystalline region. When shear stress by ultra-sonication is applied, the degraded portion of nanofibers breaks apart leaving behind crystalline short nanorods.
Yoshikawa et al (2011) grafted hydrophilic styrene sodium sulfonate (PSSNa) on the surface of poly(styrene-co- 4-vinylbenzyl alcohol). The grafted PSSNa acts as brush that cuts the PSSNa-grafted poly(ST-r-VBP) fibers with a homogenizer in a phase-separated liquid system of water and hexane. After 3 h of mechanical cutting, the average length of the fibers were about 17 µm with little change in fiber diameter. The phase-separated liquid system of water and hexane facilitates the separation of shortened poly(ST-r-VBP) fibers at the water-air interface while shortened fibers with concentrated hydrophilic PSSNa brush were dispersed in the water. Since chemical methods are subjected to the molecular structure of the polymer, other methods which are less sensitive to the chemistry of the material have been developed to create short strand nanofibers. These alternative methods generally used mechanical or heat to break the fibers into shorter strands.
An advantage of mechanically shortening fibers is that it does depend directly on the chemistry of the material and it does not change its chemistry or material properties. Conventional methods of mechanically shortening of nanofibers such as grinding [Fujihara et al 2007], milling [Krysova et al 2013] and cutting [Jiang et al 2013] have been employed for this purpose. Generally, the nanofiber need to be sufficiently brittle to fracture under mechanical loading instead of undergo stretching. Grinding and milling has been successfully used in making inorganic nanorods from electrospun fibers [Fujihara et al 2007, Krysova et al 2013]. Grinding and milling is generally fast but control of fiber length is limited. Organic nanofibers are generally too ductile for conventional mechanical cutting. However, Jiang et al (2013) was able to cut polyimide (PI) nanofibers by immersing the mat in liquid nitrogen. Although cutting offers a more controlled way of managing the fiber length, this process is slower than grinding and milling. Jia et al (2021) used a high-speed pulverizer to crush electrospun polyether-ether-ketone (PEEK) and poly(methyl methacrylate) (PMMA) fiber immersed in ethanol into short strands. Their purpose is to mix the cut PEEK and PMMA fibers with carbon fibers followed by hot pressing to form ternary composites. For their application, the uniformity of the fiber length is not critical as crushing of the fibers is just a means to obtain uniformly dispersed fibers from different materials.
Given the limitation of shortening organic nanofiber by conventional mechanical means, other nonconventional mechanical method has been tested.
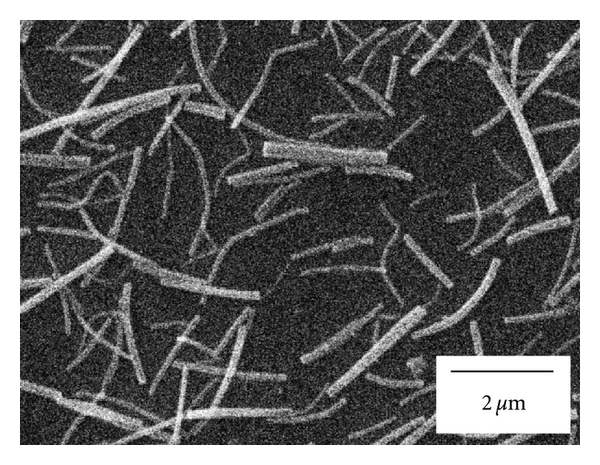
Ultrasonication has been used to mechanically break nanofibers into short strands in the microns length. This process is based on collapsing bubbles to break nanofibers and has been known to cause breakages in carbon nanotubes and protein fibrils. A model has been developed by Huang et al (2009) predicts a minimum length below which scission will no longer occurs and it can used to determine the strength of the nanostructure. This minimum length is a function of tensile strength of the filament, its diameter, the solvent viscosity and cavitation parameters. Avo et al (2015) was able to break electrospun cellulose acetate fibers into smaller segments until a constant length is achieved as predicted by the model. For more brittle polymers such as poly(methyl methacrylate) (PMMA) and polystyrene, fiber scission occurs after sonication between 40 s and 60 s [Sawawi et al 2013]. Ultrasonication was also used by Tsuboi et al (2012) to break electrospun calcinated TiO2 nanofiber membrane into short nanowires. This was carried out for 4 hours to form nanowires of average length 1.55µm. However, less brittle materials like polyacrylonitrile and poly(L-lactide) may not be visibly affected by the sonication under the same parameters and may require other treatment such as partial UV degradation before ultrasonication to break down the fibers [Sawawi et al 2013]. Later studies suggest that it is possible to get short strand fibers from most material by cutting the electrospun membrane into smaller pieces followed by sonication. Deuber et al (2016) carried out a more detailed study on the use of homogenizer to breakup electrospun fiber membrane into a homogeneous fibrous suspension for conversion into a 3D fibrous sponge. Using electrospun pullulan/PVA nanofiber membrane cut into size 1 cm by 1 cm, and homogenizing at speed of 13000 rpm for 20 minutes, the nanofibers length are reduced to about 40 µ. Their study showed a reduction in fiber length with increasing homogenizing duration but at a decreasing length reduction over time. The short strand fibers were able to form a homogeneous and stable suspension in 1,4 dioxane.
Researchers have attempted to produce short strand nanofibers during electrospinning so that post-processing is not necessary. Fathona et al (2013) used electric spark about 12 mm from the electrospinning needle tip to cleave the electrospinning jet during the spinning process. Short fiber strands of about 230 µm has been fabricated although continuous fibers were also found. Getting consistent fiber length from this technique is difficult as the electrospinning jet needs to pass through a narrow electrical spark gap of 1.5 mm.
Published date: 29 October 2014
Last updated: 11 February 2025
▼ Reference
-
Al-Hazeem N Z, Ahmed N M, Matjafri M Z, Sabah F A, Rasheed H S. Novel Nanorods Based on PANI / PEO Polymers Using Electrospinning Method. AIP Conference Proceedings 2016; 1733: 020027.
Open Access
-
Avo J, Fernandes S N, Godinho M H. Revealing the Hierarchical Mechanical Strength of Single Cellulose Acetate Electrospun Filaments through Ultrasonic Breakage. Macromolecular Rapid Communications 2015 Ahead of print.
-
Deuber F, Mousavi S, Hofer M, Adlhart C. Tailoring Pore Structure of Ultralight Electrospun Sponges by Solid Templating. ChemistrySelect 2016 Article in press
-
Fathona I W, Yabuki A. One-step fabrication of short electrospun fibers using an electric spark. Journal of Materials Processing Technology 2013; 213: 1894.
-
Fujihara K, Kumar A, Jose R, Ramakrishna S, Uchida S. Spray deposition of electrospun TiO2 nanorods for dye-sensitized solar cell. Nanotechnology 2007; 18: 365709.
-
Heo M, Lee S J, Donghyun Lee D, Heo D N, Lee J S, Yun Hee Youn Y H, Lee S E, Ko N R, Kim B S, Lim H N, Kwon I K. Preparation of Mechanically Enhanced Hydrogel Scaffolds by Incorporating Interfacial Polymer Nanorods for Nerve Electrode Application. Fibers and Polymers 2017; 18: 2248.
-
Huang Y Y, Knowles T P J, Terentjev E M. Strength of Nanotubes, Filaments, and Nanowires From Sonication-Induced Scission. Advanced Materials 2009; 21: 3945.
-
Jia W, Cui D, Liu Y, Ji X, Sun M, Cheng Z, Luo Y, Liu G. Polyether-ether-ketone/poly(methyl methacrylate)/carbon fiber ternary composites prepared by electrospinning and hot pressing for bone implant applications. Materials & Design 2021; 209: 109893.
Open Access
-
Jiang S, Duan G, Schobel J, Agarwal S, Greiner A. Short electrospun polymeric nanofibers reinforced polyimide nanocomposites. Composites Science and Technology 2013; 88: 57.
-
John J V, Sharma N S, Tang G, Luo Z, Su Y, Weihs S, Shahriar S M S, Wang G, McCarthy A, Dyke J, Zhang Y S, Khademhosseini A, Xie J. Nanofiber Aerogels with Precision Macrochannels and LL-37-Mimic Peptides Synergistically Promote Diabetic Wound Healing. Advanced Functional Materials 2023; 33: 2206936.
Open Access
-
Kim T G, Park T G. Biodegradable Polymer Nanocylinders Fabricated by Transverse Fragmentation of Electrospun Nanofibers through Aminolysis. Macromolecular Rapid Communications 2008; 29: 1231.
-
Krysova H, Zukal A, Trckova-Barakova J, Chandiran A K, Nazeeruddin M K, Gratzel M, Kavan L. The application of electrospun titania nanofibers in dye-sensitized solar cells. CHIMIA International Journal for Chemistry 2013; 67: 149.
-
Luo C J, Stride E, Stoyanov S, Pelan E, Edirisinghe M. Electrospinning short polymer micro-fibres with average aspect ratios in the range of 10-200. J Polym Res 2011; 18: 2515.
-
Sawawi M, Wang T Y, Nisbet D R, Simon G P. Scission of electrospun polymer fibres by ultrasonication. Polymer 2013; 54: 4237.
-
Shi J, Wang L, Chen Y. Microcontact Printing and Lithographic Patterning of Electrospun Nanofibers. Langmuir 2009; 25: 6015.
-
Stoiljkovic A, Agarwal S. Short Electrospun Fibers by UV Cutting Method. Macromolecualr Materials and Engineering 2008; 293: 895.
-
Tsuboi K, Fukawa T, Konosu Y, Matsumoto H, Tanioka A. Solution-Processed Nanowire Coating for Light Management in Organic Solar Cells. Journal of Nanotechnology 2012; 2012: 387586.
Open Access
Yoshida H, Yanagisawa K. Creation of Superhydrophobic Poly(L-phenylalanine) Nonwovens by Electrospinning. Polymers 2018; 10: 1212.
Open Access
-
Yoshikawa C, Zhang K, Zawadzak E, Kobayashi H. A novel shortened electrospun nanofiber modified with a 'concentrated' polymer brush. Sci. Technol. Adv. Mater. 2011; 12: 015003.
Open Access
▲ Close list