The electrospinning process in particular, the physical characteristic of the fibers, is very much influenced by the temperature and humidity of the environment due to its effect on rate of solvent vaporization and solution sensitivity to humidity. This includes the ability to form fibers, fiber diameter, beads or smooth fibers, porous fibers and flat fibers. Targeted functionality and performance of the resultant nanofibers may also be affected by the ambient conditions depending on the materials and additive used. Under normal room atmosphere, the air is mainly composed of water vapour, nitrogen, oxygen and carbon dioxide. These molecules may also interact or react with the electrospinning materials.
The effect of humidity on fiber diameter is dependent on the interaction between the solution and the surrounding water vapor. Higher humidity was found to result in larger diameter polystyrene fibers spun from the same concentration [Kim et al 2004; Fashandi and Karimi 2012]. The same observation was made by Icoglu et al (2013) using polyetherimide. A possible reason for this is rapid precipitation of the polymer when water condenses on the surface of the electrospinning jet especially at high relative humidity prevents further elongation of the polymer thus resulting in thicker fibers [Icoglu et al 2013; Fashandi and Karimi 2012]. Ironically, lower relative humidity may also led to faster solvent vaporization and the resultant increase in solidification rate may also lead to larger fiber diameter. Golin (2014) demonstrated this effect on a core-shell nanofibers composed of a poly(caprolactone) shell and a poly(ethylene glycol) core. For some polymers, a higher relative humidity has been shown to result in reduced fiber diameter instead. Htike et al (2012) demonstrated the effect of humidity on water absorption ability of the solution. Using polyvinyl alcohol, there was a slight reduction in the fiber diameter when the relative humidity was increased from under 20% to 70%. When water soluble egg-shell membrane was added to the polymer solution, the water absorption ability of the solution increases. Electrospinning of the solution mixture with increasing humidity showed a gradual evolution of clogging at the needle tip at low relative humidity (20% relative humidity) to stable electrospinning at 40% relative humidity. Mean fiber diameter was shown to reduce from 300 nm at 20% relative humidity to 256 nm at 50% relative humidity. The reduction in fiber diameter was attributed to lower viscosity and concentration when water was absorbed into the solution from the environment during electrospinning. Similar reduction in fiber diameter with higher humidity has been reported for cellulose acetate [Hardick et al 2010]. However, for water sensitive polymer, a balance must be reached for the relative humidity.
Table 1: Summary of effect of humidity on fiber diameter
Humidity
Fiber Diameter
Explanation
Reference
Higher
Increase
Precipitation effect especially for water-insoluble polymer
Icoglu et al 2013
Decrease
Water absorption leading to reduced concentration especially for water soluble polymer
Htike et al 2012
Lower
Increase
Rapid solvent vaporization
Golin 2014
Decrease
Reduction in precipitation effect
Icoglu et al 2013
Humidity of the electrospinning environment was found to influence the formation of beaded fibers. In particular, for water-soluble fibers, it is wise to keep the humidity lower as high water content in the environment may result in fused or beaded fibers. Nakagawa et al showed that poly(vinyl pyrrolidone) start to show beaded fiber when the humidity is above 50% and fused fibers when the humidity is above 60%. At 70% humidity, a film is formed instead of fibers. A similar result was reported by Bonino et al [2012] where beaded alginate/polyethylene oxide was formed when humidity was raised to 60%. Fusion of polyethylene oxide fibers was also observed when humidity was raised to more than 40%. However, beaded fibers were not observed at higher humidity although the quality of the fibers deteriorated [Raghavan et al 2011]. Whether or not beaded fibers are formed may depends on other factors such as molecular weight and ambient temperature. Electrospinning of PEO by Liang et al (2014) did demonstrate an increase in beads formation at higher relative humidity. As explained above, rapid acceleration of the jet through an environment with high humidity will encourage water droplets to form on the jet. For water soluble polymer, this may reduce the solution concentration as water is absorbed into it. Reduction in solution concentration may also contribute to broken fibers and this has been observed in electrospun poly(ethylene glycol) (PEG) solution at 60% relative humidity [Nezarati et al 2013]. Yang et al used the difference in vapor pressure of the solvent and the surrounding humidity to explain the effect of humidity on electrospinning. When there is little difference in the saturated vapor pressure and the actual vapor pressure, no fiber can be formed as the solvent vaporization will be reduced. However, by changing the solvent to one of higher volatility, fiber may still be formed at the same humidity [Yang et al 2006]. Nezarati et al (2013) did a direct comparison of the effect of relative humidity on water soluble polymer, PEG, and non-water soluble based polymer (PCL). Their study showed that there is a significant difference in their fiber morphology at higher relative humidity. With water soluble PEG, increasing relative humidity lead to bead formation. For non-water soluble based PCL, pores were formed on thicker diameter fibers. Camiré et al (2019) reported several influences of humidity in electrospun polyvinyl alcohol (PVA). Consistent with the result by Htike et al (2012), electrospinning PVA solution at low humidity (10% relative humidity) causes clogging at the nozzle tip due to rapid evaporation. Interestingly, Camiré et al (2019) reported that adhesion of the electrospun fibers on the metal substrate is stronger when electrospun at low humidity. At higher humidity of 30 to 40%,the deposited fibers can be easily peeled off from the substrate and electrospinning is also more stable.
For non-polar polymer, the effect of humidity on fiber beads formation may be different. Fashandi and Karimi (2012) found that at relative humidity of 10% and less, beads were found on electrospun polystyrene fibers regardless of environmental temperature, thus higher humidity is favored for obtaining smooth fibers. At higher humidity, Fashandi and Karimi (2012) hypothesized that water absorbed into the electrospinning jet raises its viscoelasticity which suppresses beads formation. When the humidity is low, small amount of water delayed solidification and the capillary instability was able to overcome the viscoelastic force to cause beads formation.
Formation of pores and pits on the surface of electrospun fibers were also associated with the humidity with higher humidity generally giving rise to large pits and pores. This has been seen from electrospinning polystyrene (PS)[Casper et al 2004, Megelski et al 2002], polycarbonate (PC) and polymethylmethacrylate (PMMA)[Megelski et al 2002]. Although surface pores may be found in various polymer-solvent combinations, more surface pores on fibers are encountered from electrospinning solution with higher solvent volatility [Megelski et al 2002; Fashandi and Karimi 2012]. The formation of such structures have been attributed to phase separation [Megelski et al 2002, Casper et al 2004] and breath figures [Casper et al 2004]. Comparing polymers PS, PC, PMMA and polyethylene oxide (PEO), whereas PS, PC and PMMA exhibited surface pores, PEO fibers were smooth [Megelski et al 2002]. Condensation of water droplets on the electrospinning jet which is a non-solvent for PS, PC and PMMA has been suggested as the cause for surface pore formation [Megelski et al 2002] while water being a solvent for PEO does not result in the formation of pores.
Fashandi and Karimi (2012) attribute the formation of surface pores for solution with more volatile solvent such as THF to breathe figures. Rapid evaporation of solvent off the surface of the fiber makes it cold and susceptible to water vapor condensation. At constant temperature, higher humidity was found to increase the number of surface pores of electrospun polystyrene solution with THF. However, when DMF was added to the solution, smooth surface fibers were produced instead.
A solution phase diagram shows the interaction between the polymer and solvent in terms of its solubility at various temperatures and be used to predict the conditions where the polymer will undergo phase separation to form porous structures. In an environment with high humidity, water may be absorbed into the electrospinning solution and forms a ternary phase system. Fashandi and Karimi (2012) did a comprehensive study on the effects of N, N-dimethyl formamide (DMF) and tetrahydrofuran (THF) at different ratios for electrospinning polystyrene solution across different temperature and humidity. With DMF, increasing humidity causes the formation of subsurface pores due to condensation and absorption water vapor into the electrospinning jet resulting in a binary mixture and subsequent phase separation. However, with increasing temperature, the miscibility zone expands and a higher humidity is required to initiate phase separation. In the solution system with THF, the large miscibility zone meant that phase separation was not shown to occur up to 60% relative humidity. Formation of surface pores on the fiber has been attributed to liquid-liquid phase separation while subsurface pores are due to interfacial tension in the solution-air interface [Fashandi and Karimi 2012]. Although temperature and humidity probably plays a part on the phase separation route, its exact influence is still unclear.
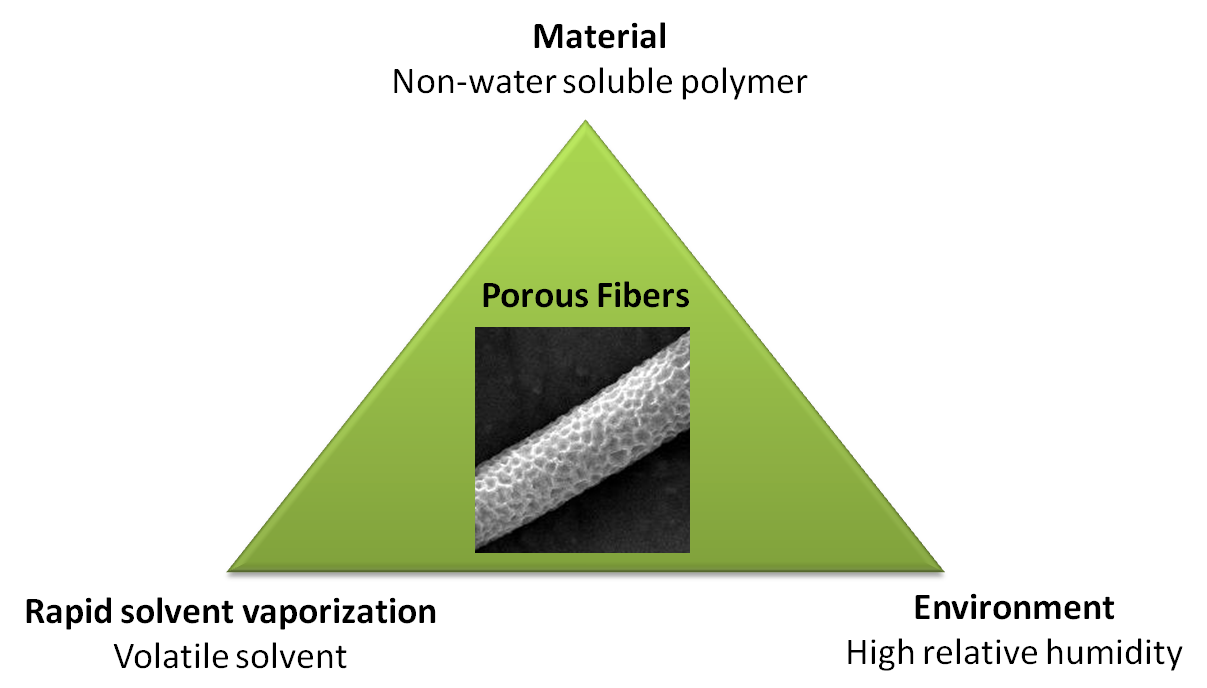
The three factors controlling pore formation in a high humidity environment.
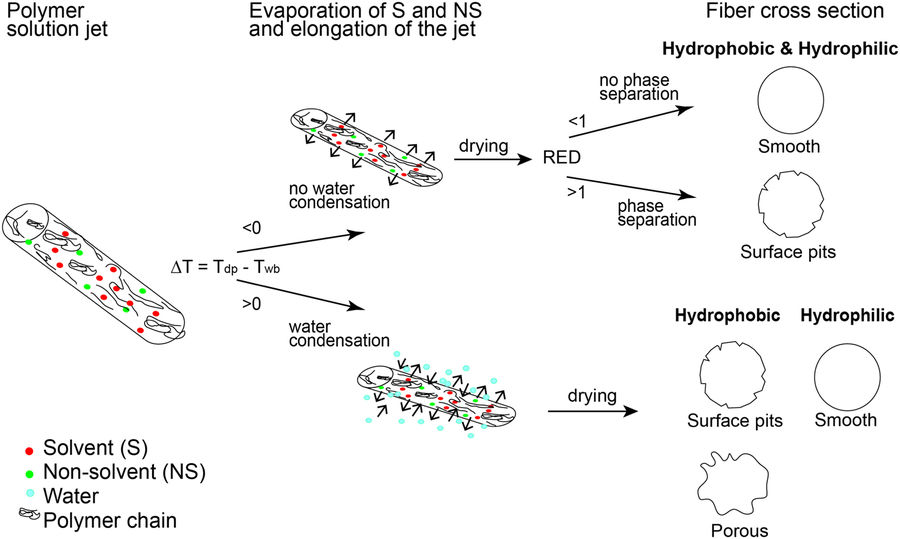
To generate porous fibers in a high humidity environment, there are two additional factors that need to be in place. A material that is non-water soluble is needed to respond to water condensation on the electrospinning jet and a volatile solvent to lock-in the feature. If the solvent evaporation is too slow, the formed feature would re-dissolve into the solution and a smooth fiber would form instead [ Nezarati et al 2013]. Regardless of whether the pore formation is due to breath figures or phase separation, these three factors need to be optimized to obtain or eliminate porous fibers. Yazgan et al (2017) conducted a series of tests on the influence of humidity, polymer solubility and water condensation due to temperature of polymer solution surface during electrospinning to come out with a working hypothesis to predict the formation of pits and surface structures on electrospun fibers. In more volatile solvent, evaporation rate will be faster and this will favor rapid cooling of the fiber surface to a minimum temperature known as wet bulb temperature (Twb). When the surrounding air is cooled to full saturation, it reaches the dew point (Tdp) and water condenses on the surface. In agreement with other published reports, higher humidity tends to favor pits and grooves on fiber surface for hydrophobic polymers as demonstrated by PCL and PLLA while hydrophilic polymers give smooth surface fiber as demonstrated by PVP. This is due to Twb on the surface surface dropping below Tdp which causes water droplets to form pits on it, also known as breath figures. However, there are also cases where wrinkled fiber surface are formed without temperature dropping below Tdp. Phase separation due to solubility of the polymer in the solvent would account for it. Solubility may be determined by RED value which is ratio of the coordinates' distance to the center of the sphere and the sphere's interaction radius of the molecule. RED value lower than 1 signifies higher solubility. Essentially, when RED is greater than 1, phase separation is more likely to occur resulting in wrinkled fiber surface. It is also important to note that with water condensing or absorption into the solvent during electrospinning, the RED value may increase thereby inducing phase separation.
Zhang et al (2020) also developed an empirical model to predict the formation of morphological features on the surface or bulk of electrospun fibers based on a given solution and environmental condition. For their model, the polymer is assumed to be non-water soluble and the solvent has to be water-miscible or polar solvent for pore formation. An evaluation parameter in their equation is Cw, which measures the propensity for water condensation. When Cw >> 1, there is much water vapor condensation on the surface of the electrospinning jet. This will lead to the formation of peats, pore or phase separation either on the surface or the bulk of the polymer fiber. When Cw << 1, there is no water vapor condensation hence the polymer surface remains smooth. They hypothesised that with a less volatile polar solvent, water vapour that condensates on the fiber surface would have time to migrate into bulk and cause phase separation resulting in wrinkled fibers.
Depiction of pore formation mechanism for the electrospinning process [Yazgan et al 2017].
In an example of how humidity affects surface texture formation, Zaarour et al (2018) demonstrated this effect with polyvinylidene fluoride (PVDF) in acetone, dimethyl formamide (DMF) and their mixture. They showed that the electrospun fibers will always be smooth at low relative humidity of 5%. It is only when relative humidity was raised to 25% where rough nanofiber surface started to appear. At 45% relative humidity, all the nanofibers exhibit textured surface regardless of solvent used. The surface texture may be rough, porous or groove. Porous surface nanofibers were produced where only acetone was used as the solvent. When there was a higher or equal ratio of acetone in a mixture with DMF, grooved surface texture was produced. For solvent of DMF only or higher ratio of DMF, smooth or rough surface nanofibers were produced. Zaarour et al (2018) suggested that grooved surface from acetone/DMF solvent mixture came from extension of pores. Since acetone, with its greater volatility encourages pore formation, but DMF with its lower volatility allows the semi-solid fiber sufficient mobility to stretch the pores and merge them into grooves. When there is higher ratio of DMF, the pores generated from evaporating acetone may be too shallow and dispersed to be connected to form grooves.
A less commonly reported side effect of low humidity is the observation of broken fibers. Nezarati et al (2013) hypothesized that the broken fibers were the result of excessive electrostatic charges on the electrospinning jet. At higher relative humidity, some charges on the electrospinning jet may be discharged to the surrounding water vapour. Conversely, at low relative humidity, most of the charges are retained on the electrospinning jet and the force generated by the repulsion between the charges on the jet may break the fibers. This has been observed both in poly(ethylene glycol) (PEG) and polycaprolactone (PCL) fibers at relative humidity below 50% [Nezarati et al 2013].
Another influence of humidity is its impact on the formation of three-dimensional fluffy nanofibrous structure. For solution composition where it is known to form fuffly nanofibrous structure without modification of the setup (See Individual randomly organized fiber), 3D structures would fail to form when humidity exceeds 60% or when it is below 20% [Bonino et al 2012]. This phenomena has been attributed to the effect of environmental vapor on the charges on the electrospinning jet and the deposited fibers.
Formation of dimpled or honey-comb membrane structure from the organization of the fibers has also been shown to be influenced by humidity. This is demonstrated by Liang et al (2014) using PEO solution where at relative humidity of 73%, honey-comb structure is more pronounced by higher or lower humidity level. A possible explanation for this is the effect of humidity on the degree of dryness of water soluble PEO fibers upon deposition. It has been hypothesized that surface tension and electrostatic repulsion influences the formation of honey-comb structure with wetter fibers forming more defined honey-comb structure [Yan et al 2011]. Thus at relative humidity of 73%, it may be the optimal condition for PEO solution to be sufficiently wet to form distinct honey-comb structure while still dry enough to form fibers [Liang et al 2014].
Video of FLUIDNATEK LE-50 electrospinning unit with climate control .
Beside humidity, the spinning environment temperature was also found to influence surface pores formation. Faster rate of solvent vaporization at higher temperature resulted in uneven pore distribution on poly-L-lactide (PLLA) fibers while lower temperature (below the solvent boiling point) was able to yield evenly distributed surface pores [Yu et al 2013]. One way of introducing a higher ambient spinning temperature is to employ an infra-red emitter that is directed at the spinning jet [Wang et al 2009].
Diameters of electrospun fiber has been shown to be influenced by the ambient temperature. Polymer solution viscosity is likely to reduce when it is spun in a higher temperature environment. This will generally allows greater stretching of the solution resulting in smaller fiber diameter. Icolgu et al (2013) showed that with higher spinning temperature ranging from 10 °C to 35 °C, the diameter of the polyetherimide (PEI) fibers may be reduced by more than 50%. Similar reduction in fiber diameter with higher temperature has been reported for cellulose acetate [Hardick et al 2010].
Having an elevated environmental temperature may also facilitate electrospinning of polymers dissolved in water which may otherwise require an organic solvent for electrospinning. Zhang et al (2009) prepared gelatin solution (30 wt%) by dissolving it in warm water (40 °C) instead of an organic solvent. When the ambient temperature was below 30 °C, electrospinning was not possible due to the high viscosity of the gelatin solution. However, at temperature of 35 °C, the viscosity was sufficiently reduced to enable electrospinning. With increasing temperature to 50 °C, the fiber diameter decrease from an initial 260 nm (at 35 °C) to about 170 nm (at 50 °C).
Other fiber morphology was also observed to be affected by the spinning environment temperature. Amiraliyan et al [2009] showed that when the temperature increases, silk nanofiber cross-section transformed from round to ribbon-like shape. They attribute this to the formation of a skin layer on the electrospinning jet at elevated temperature. The skin layer subsequently collapsed to form a ribbon-like structure. Greater branching was also observed at elevated spinning environment. While the branching or splitting of secondary electrospinning jet is probably due to instability in the jet and non-uniform distribution of the charges along the jet, spinning in an elevated temperature environment may facilitate this occurance [Amiraliyan et al 2009]. Huang et al (2008) showed that at elevated temperature of more than 35 °C, longitudinal grooves between fibrils were observed on poly(vinylidene fluoride) (PVDF) nanofibers. This has been attributed to the solvent vaporization mechanism which in this case is a mixture of high volatility acetone and low volatility dimethylformamide. With faster solvent vaporization at higher ambient temperature, the crystallinity of PVDF was found to be reduced as a result of insufficient time for organization.
Wildy et al (2024) investigated the effect of the application of heat to the electrospinning nozzle tip influenced pore formation on polystyrene (PS) fibers. Using a heat gun for direct heat blowing on the nozzle tip, electrospun PS fibers in N, N Dimethylformamide (DMF) exhibited porous surface structure for temperature less than 260 °C. At temperature above 300 °, the fibers were predominantly solid with a smooth surface. At high temperature, rapid solvent evaporation possibly limits the time needed for water condensation and phase separation. At temperature above the glass transition, the polymer molecules were at a more relaxed state and this may reduce the formation of polymer lean domains. Diameters of the electrospun fibers were reduced with a decrease in standard deviation. Using tetrahydrofuran (THF) as the solvent, the resultant fibers showed flat ribbon cross section with solid core at room temperature and increasing internal pores at temperatures greater than 150 °C. The porous interior may have been formed by thermally induced phase separation. Elliptical surface pores were found on electrospun fibers at room temperature but became circular at high temperature. This has been attributed to faster evaporation of solvents and reduced water condensation resulting in smaller pores solidifying in place.
Increasing the environment temperature for solution electrospinning may not be particularly beneficial due to the accelerated solvent evaporation. However, elevated environment temperature may be beneficial for melt electrospinning. Unlike solution, polymer melt solidification will be slowed down at higher environment temperature and this would give the electrospinning melt jet more time to develop and elongate thus giving rise to smaller fiber diameter. In the melt electrospinning of polypropylene (PP) with additives, Daenicke et al (2019) showed that at environment temperature of 20°C, the melt electrospun fibers have a diameter of 2700 nm. At optimum temperature of 100°C, fiber diameter of 388 nm was electrospun. Going beyond this temperature at 120°C, beads began to form with fiber breakages. With optimum electrospinning condition and environment temperature of 100°C, Daenicke et al (2019) was able to bring the median fiber diameter of melt electrospun PP fibers to 210 nm.
Youtube video on electrospinning with secondary/splitted jets
A controlled atmosphere for electrospinning is sometimes required to reduce the influence of atmospheric air on the resultant electrospun materials during electrospinning process. Fasano et al (2015) found that electrospinning of light-emitting conjugated polymers, poly[(9,9-dioctylfluorenyl-2,7-diyl)-alt-co-(1,4-benzo-[2,1',3]-thiadiazole)] (F8BT) and poly[2-methoxy-5-(2-ethylhexyloxy)-1,4-phenylenevinylene] (MEH-PPV)in a controlled nitrogen atmosphere reduced oxygen content in the fibers and improves optical properties and increases emission quantum yield. Under a controlled atmosphere, packing of the macromolecules showed much lower variations compared to electrospinning under normal atmosphere. Increased fiber surface smoothness due to lower humidity in the controlled atmosphere also contributed to better performance.
Optimized parameters such as voltage, feed-rate and concentration for electrospinning fibers are often specific to the set of environmental conditions. Unfortunately, it is sometimes not practical to have the electrospinning setup in an enclosed space with an internal climate control and the solvent vapor needs to be removed regularly for larger volume. The chamber should not be too small as the walls of the chamber will affect the electric field profile and thus the electrospinning jet. In this case, re-optimization of the electrospinning parameters to suit the temperature and humidity may sometimes be easier.
Published date: 14 June 2012
Last updated: 25 March 2025
Amiraliyan N, Nouri M, Kish M H. Effects of Some Electrospinning Parameters on Morphology of Natural Silk-Based Nanofibers. J Appl Polym Sci 2009; 113: 226.
Bonino C A, Elfimenko K, Jeong S I, Krebs M D, Alsberg E, Khan S A. (2012) Three-Dimensional Electrospun Alginate Nanofiber Mats via Tailored Charge Repulsions. Small 8 pp. 1928.
Camiré A, Chabot B, Lajeunesse A. Sorption Capacities of a Lignin-Based Electrospun Nanofibrous Material for Pharmaceutical Residues Remediation in Water. Sorption 2019 Article in press.
Open Access
Casper C L, Stephens J S, Tassi N G, Chase D B, Rabolt J F. Controlling Surface Morphology of Electrospun Polystyrene Fibers: Effect of Humidity and Molecular Weight in the Electrospinning Process. Macromolecules 2004; 37: 573.
Daenicke J, Lämmlein M, Steinhübl F, Schubert D W. Revealing key parameters to minimize the diameter of polypropylene fibers produced in the melt electrospinning process. e-Polymers 2019; 19: 330.
Open Access
Fasano V, Moffa M, Camposeo A, Persano L, Pisignano D. Controlled Atmosphere Electrospinning of Organic Nanofibers with Improved Light Emission and Waveguiding Properties. Macromolecules 2015 Article in pressOpen Access
Fashandi H, Karimi M. Pore formation in polystyrene fiber by superimposing temperature and relative humidity of electrospinning atmosphere. Polymer 2012; 53: 5832.
Golin A. Humidity effect on the structure of electrospun core-shell PCL-PEG fibers for tissue regeneration applications. PhD Thesis 2014. The University of Western Ontario.
Open Access
Hardick O, Stevens B, Bracewell. Nanofiber fabrication in a temperature and humidity controlled environment for improved fibre consistency. Nature Precedings 2010; 4524.1.
Open Access
Htike H H, Chen L, Sachiko S. The Effect of Relative Humidity on Electrospinning of Poly-(vinyl alcohol) with Soluble Eggshell Membrane. Journal of Textile Engineering 2012; 58: 9.
Open Access
Huang F, Wei Q, Wang J, Cai Y, Huang Y. Effect of temperature on structure, morphology and crystallinity of PVDF nanofibers via electrospinning. e-Polymers 2013; 8: 1758.
Open Access
Icoglu H I, Ogulata R T. Effect of ambient parameters on morphology of electrospun polyetherimide (PEI) fibers. Tekstil ve Konfekslyon 2013; 23: 313.
Open Access
Kim G T, Lee J S, Shin J H, Ahn Y C, Jeong K H, Sung C M, Lee J K. Effect of Humidity on the Microstructures of Electrospun Polystyrene Nanofibers. Microsc Microanal 2004; 10: 554.
Liang T, Parhikar M, Edirishinghe M, Mahalingam S. Effect of humidity on the generation and control of the morphology of honey-comb-like polymeric structures by electrospinning. European Polymer Journal 2014; doi: http://dx.doi.org/10.1016/j.eurpolymj.2014.09.020 Article in press
Megelski S, Stephens J S, Chase D B, Rabolt J F. Micro- and Nanostructured Surface Morphology on Electrospun Polymer Fibers. Macromolecules 2002; 35: 8456.
Nakagawa Y, Kai W, Kim B S, Kim I S. Morphology controlled electrospun poly(vinyl pyrrolidone) fibers: And relative Humidity.Journal of Materials Science and Engineering with Advanced Techology 2010; 2: 97.
Nezarati R M, Eifert M B, Cosgriff-Hernandez E. Effects of Humidity and Solution Viscosity on Electrospun Fiber Morphology. Tissue Eng Part C Methods. 2013; 19: 810.
Open Access
Raghavan B K, Coffin D W. Control of Inter-fiber Fusing for Nanofiber Webs via Electrospinning. Journal of Engineered Fibers and Fabrics 2011; 6: 1.
Open Access
Wang C, Chien H S, Yan K W, Hung C L, Hung K L, Tsai S J, Jhang H J. Correlation between processing parameters and microstructure of electrospun poly(D,L-lactic acid) nanofibers. Polymer 2009; 50: 6100.
Wildy M, Wei W, Xu K, Schossig J, Hu X, Hyun D C, Chen W, Zhang C, Lu P. Heat's Role in Solution Electrospinning: A Novel Approach to Nanofiber Structure Optimization. Langmuir 2024; 40 (15): 7982.
Open Access
Yan G, Yu J, Qiu Y, Yi X, Lu J, Zhou X, Bai X (2011) Self-Assembly of Electrospun Polymer Nanofibers: A General Phenomenon Generating Honeycomb-Patterned Nanofibrous Structures. Langmuir 27 pp. 4285-4289
Yang Y, Jia Z, Li Q, Guan Z. Experimental Investigation of the Governing Parameters in the Electrospinning of Polyethylene Oxide Solution. IEEE Transactions on Dielectrics and Electrical Insulation 2006; 13: 580.
Yazgan G, Dmitriev R I, Tyagi V, Jenkins J, Rotaru G M, Rottmar M, Rossi R M, Toncelli C, Papkovsky D B, Maniura-Weber K, Fortunato G. Steering surface topographies of electrospun fibers: understanding the mechanisms. Scientific Reports 2017; 7: 158.
Open Access
Yu Q Z, Qin Y M. Fabrication and formation mechanism of poly (L-lactic acid) ultrafine multi-porous hollow fiber by electrospinning. eXPRESS Polymer Letters 2013; 7: 55.
Open Access
Zaarour B, Lei Zhu L, Huang C, Jin X. Controlling the Secondary Surface Morphology of Electrospun PVDF Nanofibers by Regulating the Solvent and Relative Humidity. Nanoscale Research Letters 2018; 13: 285
Open Access
Zhang D, Davoodi P, Li X, Liu Y, Wang W, Huang Y Y S. An empirical model to evaluate the effects of environmental humidity on the formation of wrinkled, creased and porous fibre morphology from electrospinning. Sci Rep 10, 18783 (2020).
Open Access
Zhang S, Huang Y, Yang X, Mei F, Ma Q, Chen G, Ryu S, Deng X. Gelatin nanofibrous membrane fabricated by electrospinning of aqueous gelatin solution for guided tissue regeneration. J Biomed Mater Res 2009; 90A: 671.